A pulp molding line can look correct on paper and still produce the wrong result. The machine runs, the vacuum system works, and the forming cycle appears stable. Yet the products drain too slowly, stick to the mold, warp after drying, lose strength, or stack poorly after pressing.

In many projects, the problem does not start with the machine itself. It starts with a mismatch between the pulp slurry, the product target, and the mold design.
This is why pulp molding machine selection should not begin with capacity alone. A buyer may ask for a certain number of trays per hour, but the real engineering question is different: what product will be made, from what fiber, with what surface quality, strength, drainage behavior, demolding requirement, and post-processing path?
For Dwellpac, this is especially important in mold and tooling projects. A mold that works well with fast-draining egg tray pulp may not work the same way with refined tableware pulp. A cavity layout that maximizes output may create stacking or separation problems if wall angle, drying behavior, and pulp fiber structure are not considered together. Machine, slurry, and mold must be treated as one system.
Pulp slurry is not just water mixed with fiber. Its behavior determines how the molded product forms, drains, releases, dries, and performs.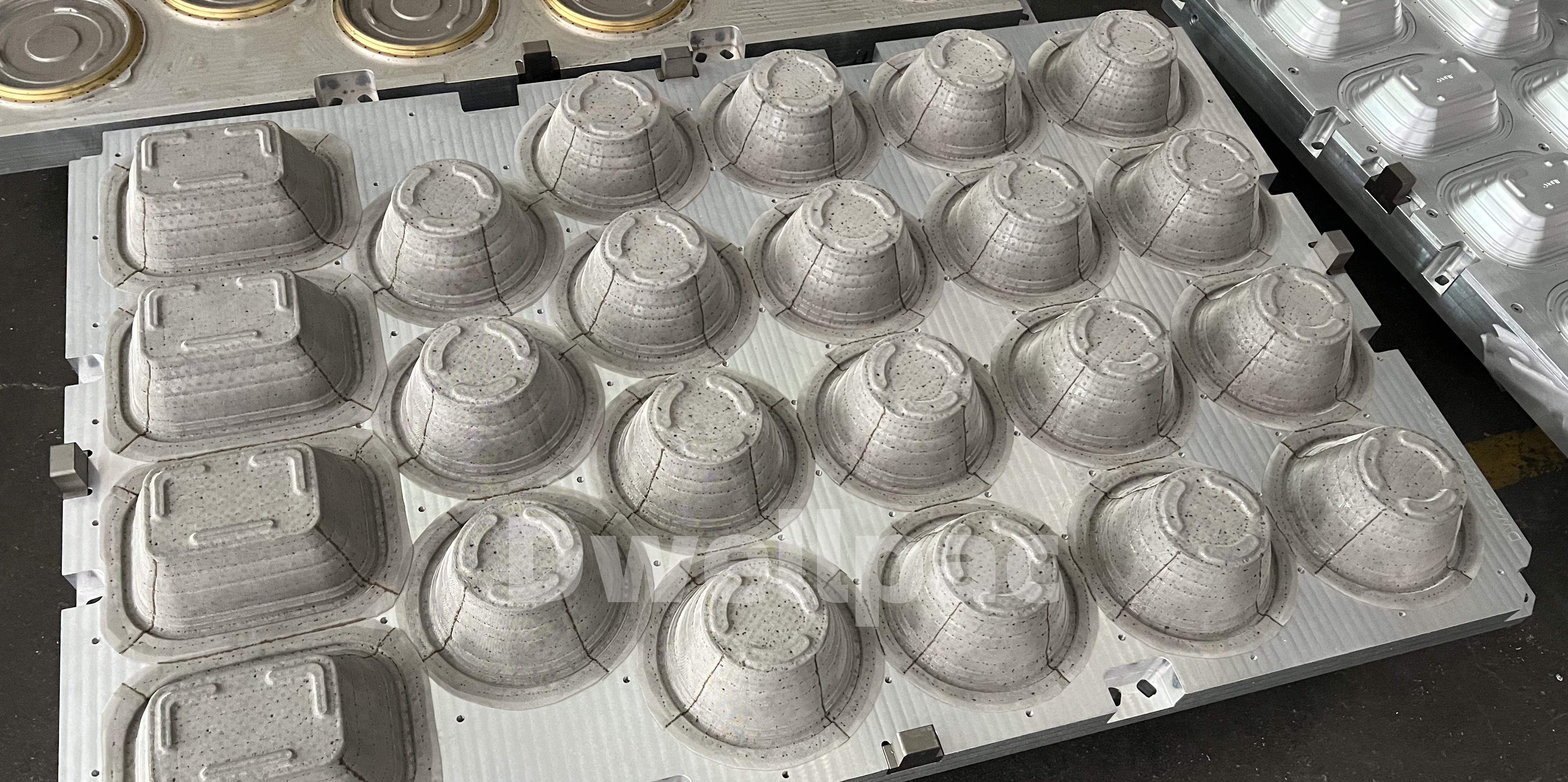
Several parameters matter most in pulp molding slurry preparation: consistency, refining degree, freeness, fiber length, fines content, and raw material type. In daily production language, these factors explain why one pulp drains quickly but forms a loose product, while another pulp creates a denser surface but slows down the cycle.
The machine receives the slurry, but the mold reveals whether the slurry was right. If the product sticks, drains unevenly, collapses, separates poorly, or stacks too high, the root cause is often shared by slurry, mold, and equipment configuration.

The following ranges are reference ranges only. Actual values should be confirmed through raw material testing, lab trials, and production trials before being treated as final process settings.
| Product Type | Typical Raw Material | Typical Refining Approach | Reference °SR | Reference CSF | Main Production Focus | Mold Design Implication |
|---|---|---|---|---|---|---|
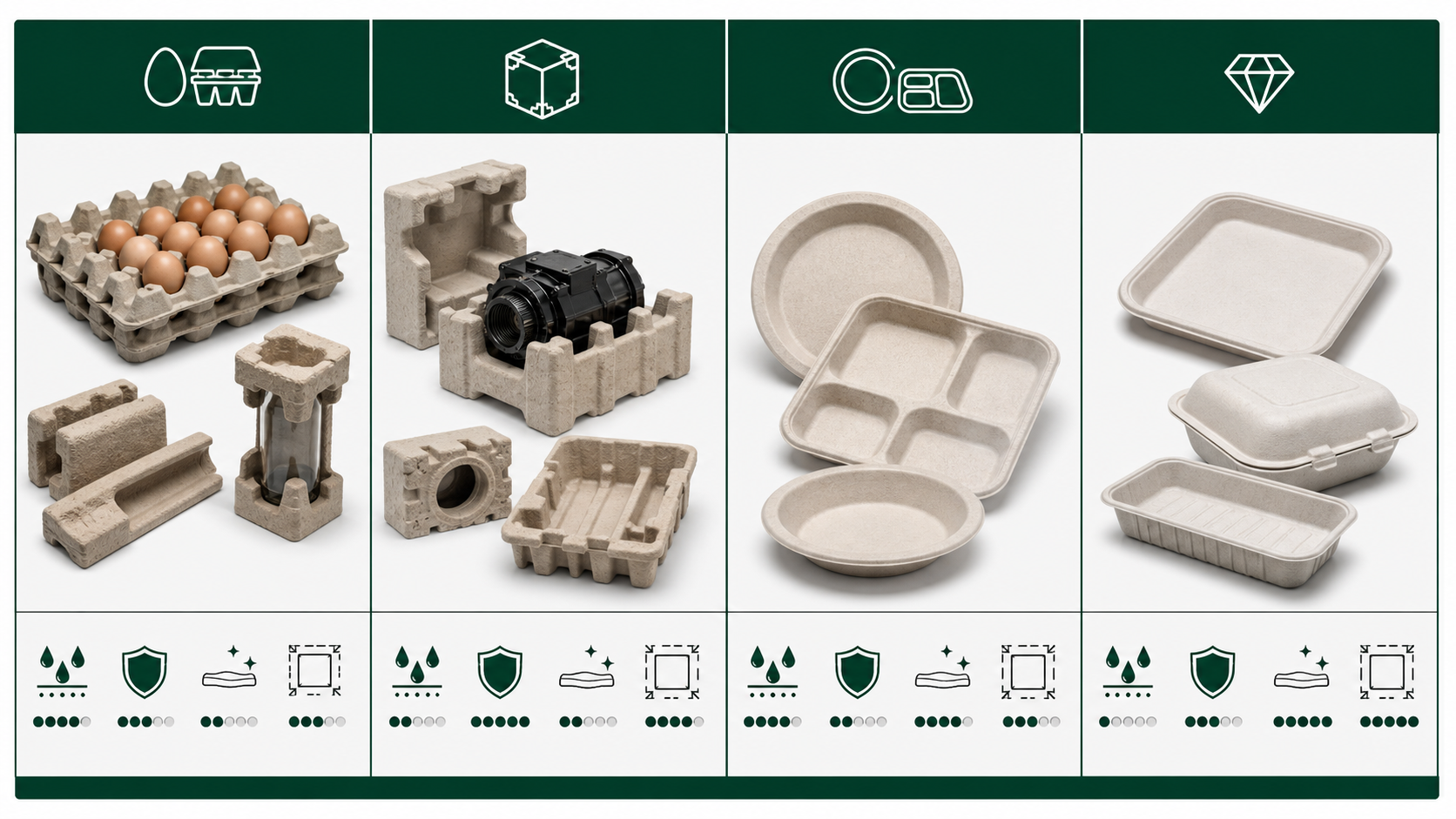
| Egg trays, fruit trays, general cushioning | Waste paper pulp such as OCC or ONP | Low-consistency refining | 25-35 °SR | 500-600 mL | High output, fast drainage, low cost, stable forming | Efficient drainage holes, simple cavity structure, stackable geometry, output-oriented cavity layout |
| Industrial protective packaging | Longer fiber wood pulp or bamboo pulp, sometimes blended with waste paper | High-consistency refining plus low-consistency finishing | 40-55 °SR | 350-450 mL | Strength, cushioning, dimensional stability, lower defect rate | Balanced wall thickness, drainage uniformity, draft angle, demolding support, structural reinforcement |
| Food-contact tableware and trays | Food-grade wood pulp, bamboo pulp, bagasse, or approved fiber blends | Medium-consistency refining and controlled finishing | 35-45 °SR | 400-500 mL | Stiffness, smoother surface, oil/water resistance, food-contact suitability | Surface finish, hot-press compatibility, separation design, edge quality, downstream laminating or trimming fit |
| Premium dry-press or thermoformed molded fiber | Higher-grade refined fiber or controlled fiber blends | Staged refining with tighter control | 45-60 °SR | 300-400 mL | Dense surface, lower porosity, dimensional accuracy, premium appearance | Precision mold closure, controlled drainage distribution, fine surface detail, careful demolding design |
This table should not be used as a universal formula. It is a way to think about product direction. The correct values depend on fiber source, water quality, additives, machine type, product geometry, drying method, hot pressing, and downstream treatment.
When buyers compare pulp molding equipment, they often look at forming stations, automation level, dryer type, and hourly output. Those are important, but they do not fully answer whether the system can produce the target product.
The upstream pulp preparation system matters because it determines whether the forming machine receives stable slurry. A project focused on egg trays may prioritize fast drainage, simple process control, and stable low-cost operation. A project focused on tableware, industrial protection, or premium molded fiber may need more control over fiber development, slurry consistency, surface quality, and post-processing.
Low-consistency refining is commonly used where cost control, output, and stable drainage are important. It can be suitable for egg trays, fruit trays, and general cushioning products when the raw material and forming system are aligned. The risk is over-refining. If the pulp becomes too slow to drain, the line may lose cycle efficiency even if the forming machine itself has enough mechanical capacity.
Medium-consistency refining can support better fiber bonding and surface quality. It may be relevant for tableware, trays, and products that need more controlled stiffness and appearance. But better surface quality should not be separated from drainage and demolding. A denser pulp can create new mold and cycle challenges if the tooling is not designed for it.
High-consistency or staged refining may be used when strength, cushioning, or premium surface requirements are more important. In these projects, the buyer should not only ask whether the machine can run the product. The better question is whether the pulp preparation, forming, pressing, drying, and mold design can hold the product target consistently.
For any paper pulp molding machine, stable slurry preparation also depends on cleaning, screening, and consistency control. Unstable pulp will show up later as uneven weight, weak edges, inconsistent wall thickness, blocked drainage, or higher rejection. A lower-cost machine configuration may become expensive if the slurry is not stable enough for the product being sold.
In many molded pulp projects, the mold is where theory becomes visible. The same slurry can behave very differently across different mold structures.
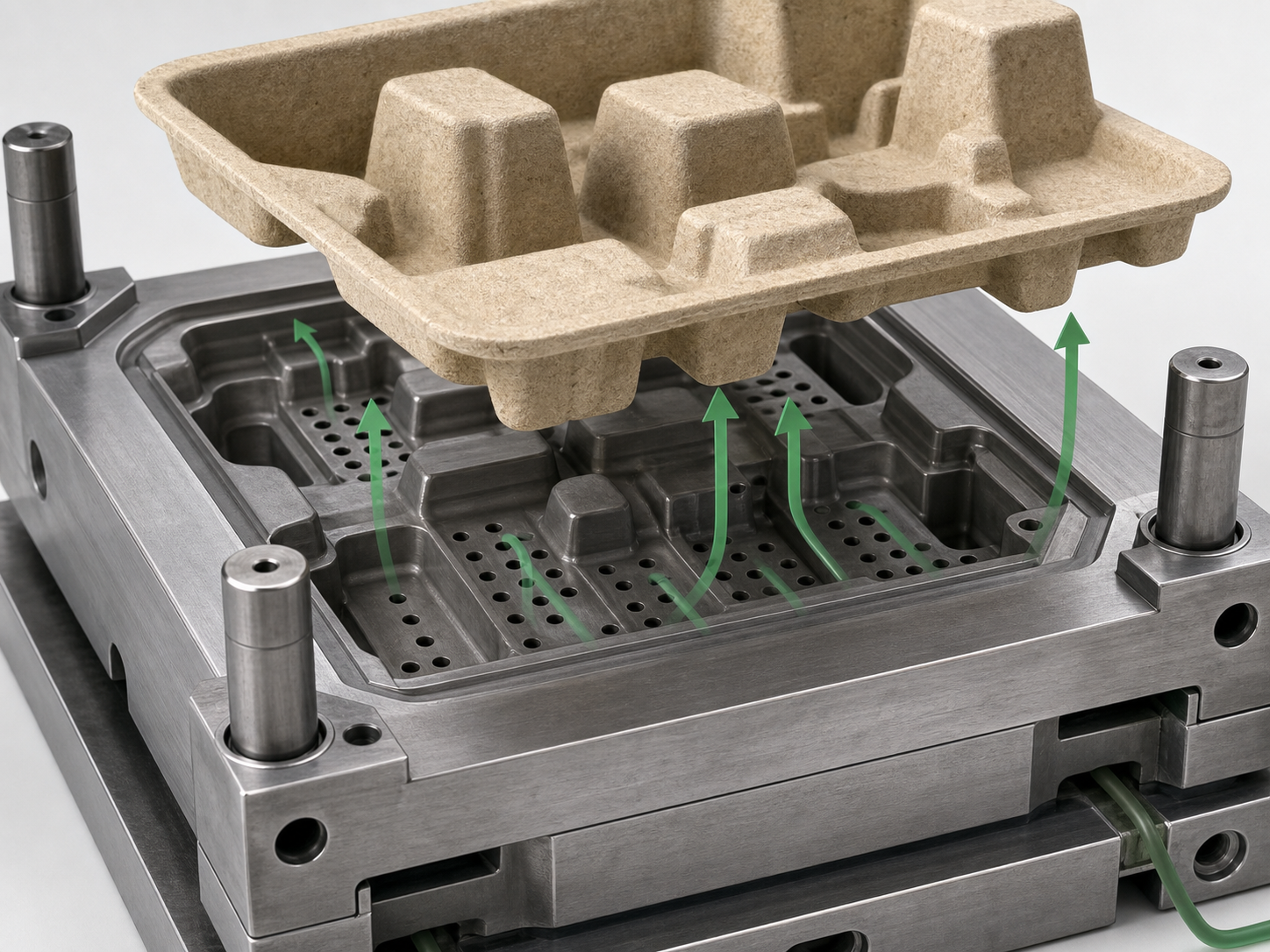
A well-matched pulp molding mold needs to consider drainage hole placement, cavity layout, vacuum distribution, wall thickness, draft angle, edge shape, stacking height, separation difficulty, and downstream process requirements. These are not cosmetic details. They decide whether the product releases cleanly, dries evenly, stacks predictably, and meets the buyer's handling requirements.
This is one reason Dwellpac pays close attention to machine-mold matching. Many producers already have machines in place. The challenge is often not buying a completely new line, but understanding how a new mold should match an existing forming system, pulp condition, product target, and post-processing requirement.
Practical example: reducing stacking height is not only a mold drawing issue. It may involve wall angle, product shrinkage, cavity depth, drainage balance, product stiffness, hot-pressing behavior, and separation force after stacking.
For egg trays, fruit trays, and common cushioning products, production usually focuses on output, cost control, and stable forming. These products often use waste paper pulp and require fast drainage. The mold should support efficient water removal, stable cavity filling, reliable release, and good stacking.
In this type of project, the buyer should be careful not to over-specify the machine. A more complex process is not always better if the product only needs stable high-volume production. The right question is whether the whole system can maintain low defect rates at the required output.
Industrial molded fiber packaging often has stricter requirements for strength, cushioning, shape retention, and dimensional stability. It may require longer fiber, stronger pulp, better structural design, or more refined cavity geometry.
The mold becomes especially important because product structure does much of the work. Wall thickness, ribs, support points, draft angle, and demolding direction need to be designed around the actual product being protected. Machine capacity alone cannot solve a weak structural design.
Food-contact pulp molded tableware and trays need more attention to raw material selection, surface quality, stiffness, edge quality, oil and water resistance, and downstream finishing. The line may involve hot pressing, trimming, laminating, or other finishing steps depending on the final product requirement.
The buyer should confirm local food-contact requirements, approved fiber sources, additives, and finishing process before finalizing the production configuration. The machine and mold must be selected with the final product use in mind, not only with the forming process in mind.
Premium dry-press or thermoformed molded fiber products often require tighter control over surface, density, dimensional accuracy, and appearance. These products can place higher demands on pulp preparation, mold precision, hot pressing, and release design.
If the slurry is more refined and the surface target is higher, drainage and demolding can become more difficult. Mold structure, surface detail, closure precision, and release strategy should be reviewed before the buyer commits to a machine configuration.

The first mistake is choosing by hourly capacity before defining the product. Capacity is meaningful only after product geometry, slurry, drying method, and mold layout are understood.
The second mistake is treating slurry preparation as a secondary system. In reality, unstable slurry can turn a good forming machine into an unstable production line.
The third mistake is copying a mold design from a different machine or product without checking fit. Mold drainage, vacuum, transfer, demolding, and stacking behavior depend on the machine and process conditions.
The fourth mistake is assuming all molded pulp products share the same process logic. Egg trays, industrial packaging, tableware, and premium molded fiber products may all use pulp, but they do not share the same engineering priorities.
The fifth mistake is making final decisions without trials. Reference ranges can guide discussion, but actual raw material and product trials are still needed before final process settings are confirmed.
A better proposal starts with better project information. Before asking for a machine or mold recommendation, prepare the following details:
This information helps the supplier judge whether the project needs a standard machine, a different pulp preparation configuration, a revised mold design, or a more complete process review.
The best machine depends on target output, drying method, automation level, pulp preparation, and mold design. Egg tray production usually favors fast drainage, stable mass production, and cost control, so the machine should be selected together with the slurry system and mold layout.
Sometimes a line can be reviewed or modified for different product types, but it should not be assumed. Food-contact tableware may need different pulp preparation, hot pressing, surface quality control, mold design, and downstream processing compared with egg trays.
More refined fiber can improve bonding, surface quality, and density, but it often drains more slowly. Over-refining can reduce cycle efficiency, while under-refining can lead to weak products. The correct point should be confirmed by raw material testing and production trials.
The mold controls drainage, wall thickness distribution, vacuum flow, demolding, stacking, and product separation. A mold that matches the slurry and product target can reduce defects and make the selected machine perform closer to the intended production result.
Prepare product drawings or photos, target dimensions and weight, raw material plan, output target, drying or hot-pressing method, stacking and separation requirements, downstream processing needs, and details of any existing machine you want to use.
Yes. Dwellpac can review the product, existing machine conditions, and production problem, then advise on mold design, cavity layout, drainage, demolding, stacking, and post-processing fit. Machine model, product samples, drawings, and current defect photos are useful for evaluation.
The strongest pulp molding projects do not start with a machine list. They start with a product definition: what the product must carry, how it should feel, how it should stack, how it should release, what surface it needs, and what production cost it must reach.
Once the product target is clear, machine selection becomes more logical. The pulp preparation system can be matched to the fiber and product type. The forming and drying process can be judged realistically. The mold can be designed around drainage, demolding, strength, stacking, separation, and downstream processing.
This is where Dwellpac's experience in molded pulp molds and machine matching becomes useful. Instead of treating the mold as a spare part, we treat it as part of the production system. Whether the project is a new product, a mold replacement, or a retrofit for an existing line, the right starting point is the same: product, slurry, machine, and mold must be designed to work together.
Send Dwellpac your product drawing, sample photo, target material, expected output, and existing machine details if available. Our team can review the product target and advise on mold design, cavity layout, slurry considerations, drainage, demolding, stacking, and downstream process fit.
Contact Dwellpac View pulp molding equipmentTechnical note: The °SR and CSF values in this article are reference ranges for discussion. They should be confirmed through raw material testing, lab trials, and production trials before final process settings are fixed.




