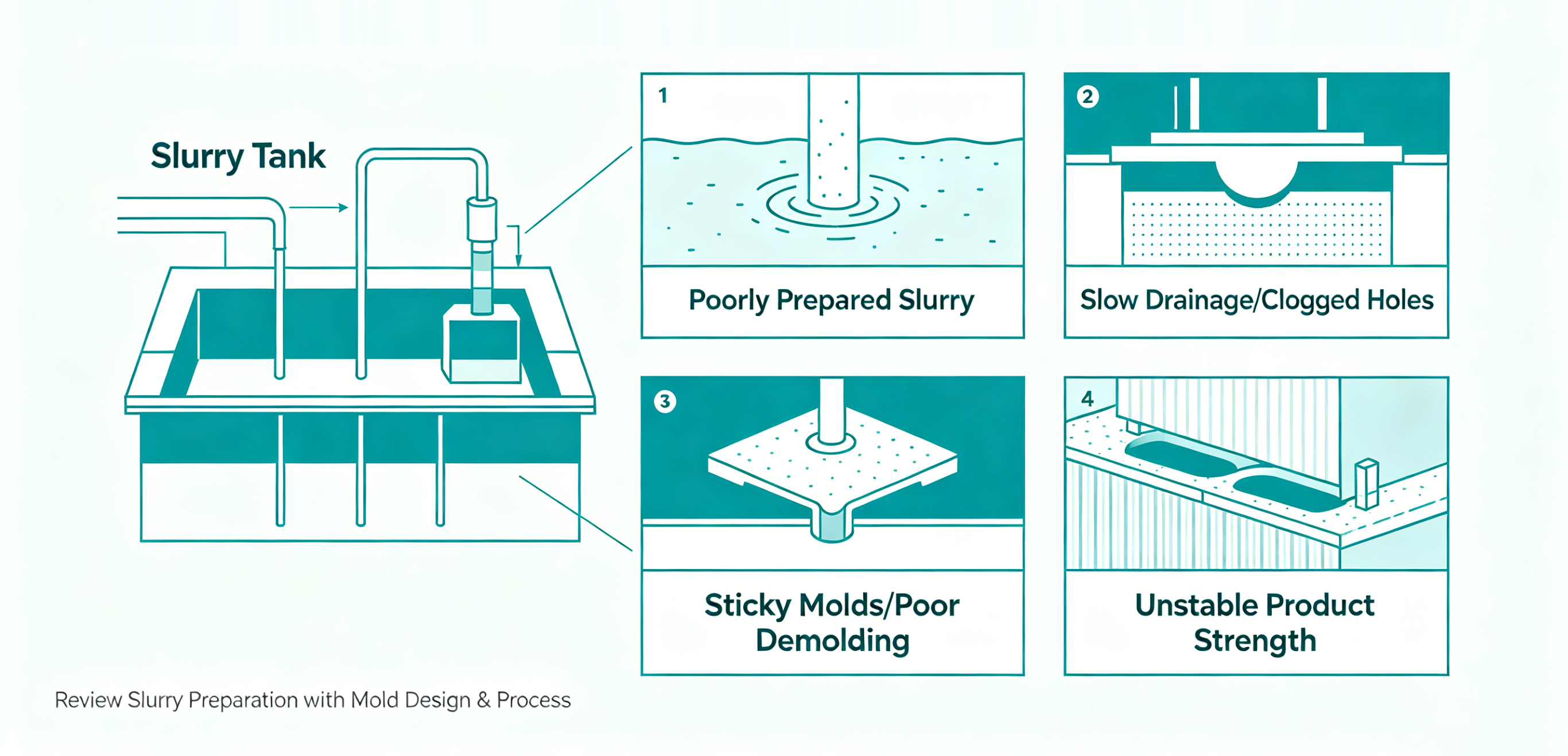
Weak products, unstable wall thickness, slow drainage, clogged mold holes, sticky molds, poor demolding, and higher hot-pressing pressure are often blamed on the forming machine or the mold.
Those checks are important. Vacuum level, mold drainage, product geometry, hot press temperature, and transfer timing all affect the final result. But in many molded pulp factories, the real problem starts earlier: in pulp molding slurry preparation.
The forming mold can only work with the fiber network, fines, additives, water condition, and slurry consistency delivered to it. If the molded pulp slurry is poorly prepared, even a well-designed mold may drain slowly, clog easily, release poorly, or produce products with unstable strength.
For molded pulp packaging manufacturers, slurry preparation should be reviewed together with mold design, product structure, machine matching, drainage layout, hot pressing, and downstream handling. Treating the slurry tank as a separate step usually leads to repeated trial and error at the machine.
Pulp molding slurry preparation controls how fibers bond, how water drains through the mold, and how the wet product behaves during transfer, drying, and hot pressing.
A molded pulp product is not strong only because individual fibers are strong. Product strength depends heavily on fiber-to-fiber bonding, especially the contact area and hydrogen bonding between fibers. This is why pulp beating for molded pulp, fiber mix, fines level, additive performance, and water chemistry all matter.
| Slurry Factor | What It Affects in Production | What Can Go Wrong |
|---|---|---|
| Fiber type and length | Product strength, drainage speed, forming stability | Weak products, uneven wall distribution, slow or unstable forming |
| Beating or refining level | Fiber bonding, flexibility, surface smoothness, fines generation | Under-bonding, over-cutting, mold clogging, slow drainage |
| Fines and ash content | Drainage, mold cleanliness, additive demand | Mold-hole clogging, sticky deposits, variable product weight |
| Additive dosage and charge balance | Wet strength, retention, water resistance, drainage | Over-flocculation, poor retention, tacky mold surface, deposits |
| Slurry consistency | Product weight, wall thickness, forming uniformity | Uneven pickup, unstable grammage, poor repeatability |
| Agitation condition | Fiber suspension and additive stability | Settling, inconsistent slurry, additive shear damage |
| Mold drainage match | Water removal, demolding, hot pressing pressure | Long cycles, wet blanks, transfer deformation |
If the forming machine is adjusted without checking the slurry, the real cause may remain unchanged. A mold change can improve drainage layout or release angle, but it cannot make an unstable slurry behave like a stable one.

Pulp molding fiber selection sets the baseline for product strength, drainage behavior, surface quality, and forming stability. No single fiber is best for every molded pulp product.

Longer fibers, often from softwood pulp, can support molded pulp product strength because they help create a stronger fiber network. They provide more contact points and better mechanical interlocking, which can improve bending strength, tear resistance, and product stability during stacking or transport.
In some molded pulp applications, a common reference range may include around 15-20% softwood pulp for strength support. This should be treated as a starting point, not a universal formula. The right ratio depends on product wall thickness, depth, rib structure, forming method, mold drainage, target strength, and cost.
Too much long fiber can also create trade-offs. It may affect slurry flow, surface finish, thin-wall formation, and cost. The goal is not to maximize long fiber use; the goal is to build a fiber network that fits the product and the mold.
Hardwood pulp and many recycled fiber sources contain shorter fibers. These fibers can help with smoother surfaces and better filling in some product geometries. Recycled fiber can also be attractive for cost and availability.
The risk is variability. Recycled fiber may change from batch to batch in fiber length, fines content, contaminants, and bonding potential. A batch that looks acceptable in the slurry tank may form weak edges, unstable product weight, or more mold deposits during production.
If the fiber system becomes too short or too highly cut, product strength may drop. The product may look acceptable after forming but fail during stacking, packing, transport, or downstream processing.
Agricultural fibers such as bagasse, straw, bamboo, or grass-based pulp can be used successfully in molded pulp packaging, especially where local raw material supply supports them. But they need careful process evaluation.
In many cases, agricultural fibers may contain more fines, ash, soluble organics, or anionic substances. These can affect pulp molding additives, retention, drainage, and mold cleanliness.
| Fiber Type | Possible Advantage | Process Risk to Check |
|---|---|---|
| Softwood pulp | Strength support, longer fiber network | Cost, formation balance, refining control |
| Hardwood pulp | Better surface formation in many cases | Lower long-fiber reinforcement |
| Recycled pulp | Cost and availability | Contamination, variable fiber damage, unstable strength |
| Bagasse or agricultural pulp | Useful for many packaging applications | Fines, ash, anionic demand, drainage and clogging risk |
| Mixed fiber system | Balance of strength, cost, and forming | Requires testing, not fixed by formula |
For factories changing raw material, the most useful question is not simply whether the new fiber is good or bad. The better question is: how does this fiber behave with this mold, this machine, this additive system, and this product design?
Pulp beating for molded pulp changes the fiber structure. It can increase fiber swelling, external fibrillation, flexibility, and surface area. These changes help fibers bond during forming, drying, and hot pressing.
But beating is not simply more is better.

Controlled beating should help the slurry form a stable wet web, improve bonding, and support product strength without creating excessive fines. Poor beating control can create two opposite problems: under-beaten fibers that do not bond well, or over-beaten fibers that drain slowly and clog the mold.
| Beating Result | Helpful Effect | Risk if Excessive |
|---|---|---|
| Fiber swelling | Better bonding potential and flexibility | Slower drainage and higher water retention |
| Fibrillation | Stronger fiber-to-fiber contact | Higher chemical demand if overdeveloped |
| Fiber flexibility | Better forming around mold details | Possible slow release or mat collapse if too soft |
| Fiber cutting | Can improve formation in limited cases | Lower strength, more fines, higher clogging risk |
| Surface area increase | Better bonding and additive interaction | Higher additive demand and slower drainage |
When products are weak, some factories immediately increase beating. This may help if bonding is insufficient. But if the main issue is over-cut fibers, poor retention, high fines, or a product structure that does not support the load, more beating can make the problem worse.
Freeness measurements, such as Canadian Standard Freeness (CSF) or similar plant-specific drainage tests, can help track beating condition. Lower freeness usually indicates more refined, slower-draining pulp. Higher freeness usually indicates more open, faster-draining pulp. The correct target depends on the product, fiber blend, mold design, vacuum capacity, and downstream process. It should be developed by testing, not copied from another line.
Pulp molding additives may be used for strength, water resistance, oil resistance, retention, drainage, foam control, or process stability. But additive performance depends on the slurry system.
Fiber surfaces, fines, soluble organics, fillers, and some contaminants often carry negative charge. Many retention aids and strength additives are cationic, so they depend on charge interaction to attach to fibers and fines. If the slurry has high anionic demand, these additives may become less effective because they are consumed before they do the intended work.
This is one reason agricultural fiber, recycled fiber, and closed water systems need extra attention. The same additive dosage that worked yesterday may not work after the fiber source or water loop changes.
| Additive / Control Area | Main Purpose | Risk if Misapplied |
|---|---|---|
| Retention aid | Helps keep fines and fibers in the mat | Over-flocculation, sticky deposits, uneven formation |
| Strength additive | Improves dry or wet strength | Higher chemical demand, unstable effect if charge is not controlled |
| Sizing or barrier additive | Controls water or oil absorption | Drainage interference, deposits, surface defects |
| Defoamer | Controls foam in slurry circulation | Surface defects or deposits if wrong type or overdosed |
| Agitation | Keeps slurry uniform | Settling if too low; additive shear damage or air entrainment if too high |
In many systems, moderate agitation is needed to keep the slurry uniform. Some reference processes may use agitation around 30-60 rpm, but the correct condition depends on tank design, impeller type, pulp consistency, fiber type, and additive system. It should not be treated as a fixed standard.
The practical rule is simple: additive decisions should be tested on the actual slurry. Jar tests, drainage tests, charge demand checks, zeta potential monitoring, or supplier-supported trials are more reliable than a copied formula.
Pulp molding mold clogging often relates to fines, fiber debris, poor screening, high ash, sticky deposits, or unstable additives. Mold drainage holes and mesh surfaces can become blocked, which reduces water removal and changes product weight distribution.
When mold clogging happens repeatedly, the mold should be checked, but the slurry should also be reviewed.
Common slurry-side causes include high fines from over-beating, fiber debris from poor screening, ash or pith from agricultural pulp, additive deposits, and unstable wet-end chemistry. If a new mold clogs in the same pattern as the old one, the problem is probably not only the mold.
Molded pulp drainage depends on both the mold and the slurry. A drainage-friendly mold cannot perform well if the slurry holds too much water or contains excessive fines.
Slow drainage may lead to lower forming efficiency, higher vacuum load, softer wet products, more transfer deformation, higher drying pressure, and longer hot pressing or drying time. Before redesigning the mold, check whether fiber beating, fines content, slurry consistency, and additives have changed.
Poor molded pulp demolding may be caused by mold surface condition, product draft angle, negative structure, insufficient wet strength, excessive adhesion, or uneven moisture. Slurry preparation can contribute when the wet product is too weak, too sticky, or too slow to release water.
A product with insufficient fiber bonding may tear during transfer. A slurry with unstable additives may create deposits on the mold surface. A product structure with deep ribs or sharp undercuts may require mold and slurry evaluation together.
Hot pressing can improve shape, surface, density, and dimensional stability, but it cannot fully correct a poor slurry system.
Egg cartons, fruit trays, consumer packaging, and many molded pulp products with surface, shape, closing, or stacking requirements normally need hot pressing after drying or forming. If the wet product enters hot pressing with unstable moisture, weak bonding, poor formation, or high fines content, the final product may show surface marks, deformation, cracking, or inconsistent strength.
Hot pressing should be evaluated as part of the full process: slurry, forming mold, product structure, transfer, moisture condition, pressure, temperature, and downstream handling.
Before investing in new tooling, changing the forming machine, or increasing additive dosage, review the full process condition. Many items cost little to check but can prevent unnecessary mold changes.
| Checkpoint | Practical Questions |
|---|---|
| Product design | Are wall thickness, ribs, corners, draft angle, and stacking height reasonable? |
| Fiber selection | Is the fiber mix suitable for strength, drainage, surface needs, and product depth? |
| Beating level | Is refining improving bonding, or creating too many fines? |
| Slurry consistency | Is product weight stable during production and across shifts? |
| Additives | Has dosage, sequence, and charge response been tested on the actual slurry? |
| Screening and cleaning | Are debris, knots, pith, ash, or contaminants reaching the mold? |
| Mold drainage | Are holes, mesh, channels, and vacuum paths matched to the slurry? |
| Demolding | Is release affected by structure, moisture, adhesion, or mold surface condition? |
| Hot pressing | Is moisture uniform before pressing, and is the press condition matched to the product? |
| Machine matching | Does the mold layout match vacuum, transfer, heating, and cycle requirements? |
A good diagnosis should separate fiber problems, chemistry problems, mold problems, structure problems, and machine matching problems. Changing several variables at once may hide the real cause.
Dwellpac supports molded pulp packaging manufacturers with custom molded pulp molds and tooling, mold-machine matching, post-processing equipment, and quality inspection solutions.
For slurry-related production problems, Dwellpac does not evaluate the mold alone. The review can include product shape, mold design, drainage, demolding, stacking, molded pulp product strength, mold layout, machine matching, and downstream process needs.
This matters because a weak product may not be only a fiber issue. Slow drainage may not be only a mold issue. Poor demolding may not be only a release issue. In molded pulp production, slurry preparation, product structure, mold design, and machine condition must work together.
Dwellpac can help review:
| Review Area | What Dwellpac Checks |
|---|---|
| Product structure | Shape, ribs, wall thickness, draft angle, stacking height, separation difficulty |
| Mold design | Drainage hole layout, mesh selection, mold surface, demolding direction |
| Mold-machine matching | Mold size, cavity layout, vacuum condition, transfer method, hot pressing match |
| Process flow | Forming, drying, hot pressing, labeling, laminating, packing, inspection |
| Problem diagnosis | Clogging, weak strength, poor drainage, sticky mold, demolding difficulty |
| Downstream evaluation | Packing, nesting, labeling, surface treatment, QC requirements |
For manufacturers planning new molded pulp packaging products, slurry preparation should be discussed before mold design is finalized. The earlier the fiber system, product structure, mold drainage, and downstream process are reviewed together, the easier it is to avoid repeated trial and error.
You can also read our related guide on molded pulp machine selection, slurry, and mold design, or view Dwellpac's molded pulp machinery and post-processing equipment.
If you are facing weak products, pulp molding mold clogging, poor molded pulp drainage, sticky molds, demolding difficulty, unstable strength, or high hot-pressing pressure, send Dwellpac your production details for review.
Please include:
Pulp molding slurry preparation is the process of selecting fibers, pulping, beating or refining, adding chemicals, controlling consistency, and keeping the slurry uniform before forming. It affects strength, drainage, mold performance, demolding, hot pressing, and production stability.
Not always. Strong fibers help, but molded pulp product strength also depends on fiber bonding, beating level, product structure, drying, and hot pressing. A poor fiber network or weak bonding can still produce weak parts even when the raw fiber looks strong.
Pulp beating can increase fiber swelling, fibrillation, flexibility, and bonding area. These changes help fibers connect during forming, drying, and hot pressing. However, excessive beating may cut fibers too much, increase fines, slow drainage, clog molds, and reduce strength.
Mold clogging may be caused by high fines, ash, fiber debris, poor screening, sticky additives, unstable wet-end chemistry, or a drainage design that does not match the slurry. Both slurry condition and mold design should be checked before replacing a mold.
Additives may help in some cases, but they are not a guaranteed fix. Their performance depends on fiber type, fines, charge balance, dosage, addition order, agitation, mold drainage, and hot pressing. Testing is necessary before increasing dosage.
If the slurry creates weak wet products, excessive stickiness, uneven moisture, or poor drainage, demolding can become difficult. Product shape, draft angle, mold surface, vacuum, transfer timing, and hot pressing also need review.
Review slurry before changing molds when problems include unstable strength, slow drainage, frequent mold clogging, sticky mold surfaces, poor demolding, uneven product weight, or high drying pressure. These symptoms may come from slurry, mold design, product structure, machine condition, or their interaction.




