

- Global pulp molding equipment market projected at 8.2% CAGR through 2032, driven by plastic bans in 170+ countries
- Choosing the wrong machine configuration can turn a viable business case into a loss within 18 months — this guide covers every variable that matters
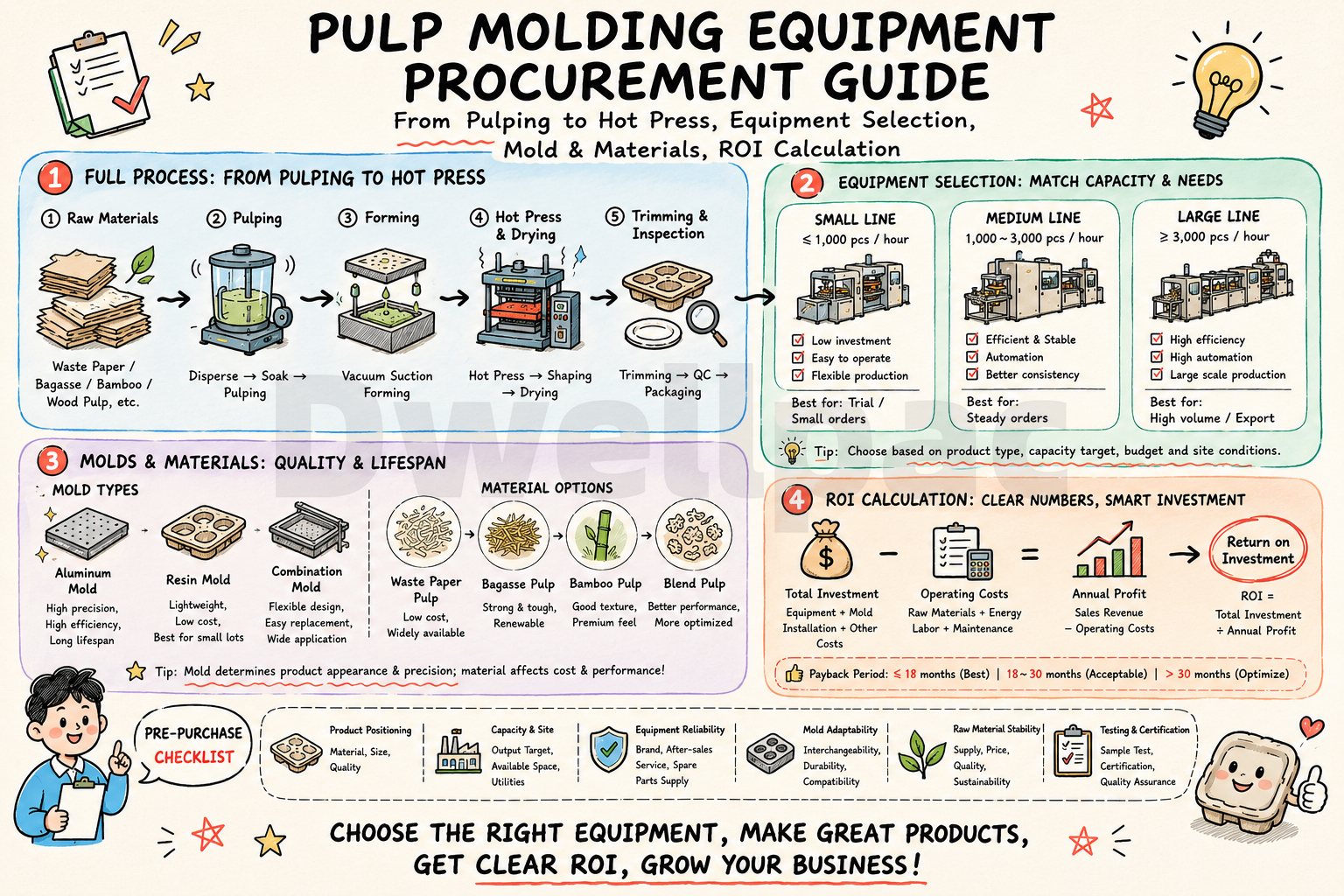
- Covers all four production stages (pulping → forming → drying → finishing) with the physics behind each step
- Full equipment type comparison: rotary vs reciprocating vs drum-former — output, precision, cost trade-offs
- Real production data: 7075 aluminum molds deliver 28% lower annualized cost than 6061 despite 21% higher upfront price
- ROI framework with actual cost allocation percentages from published life cycle assessments
1. Pulp Molding Fundamentals: What It Is and Why It Matters
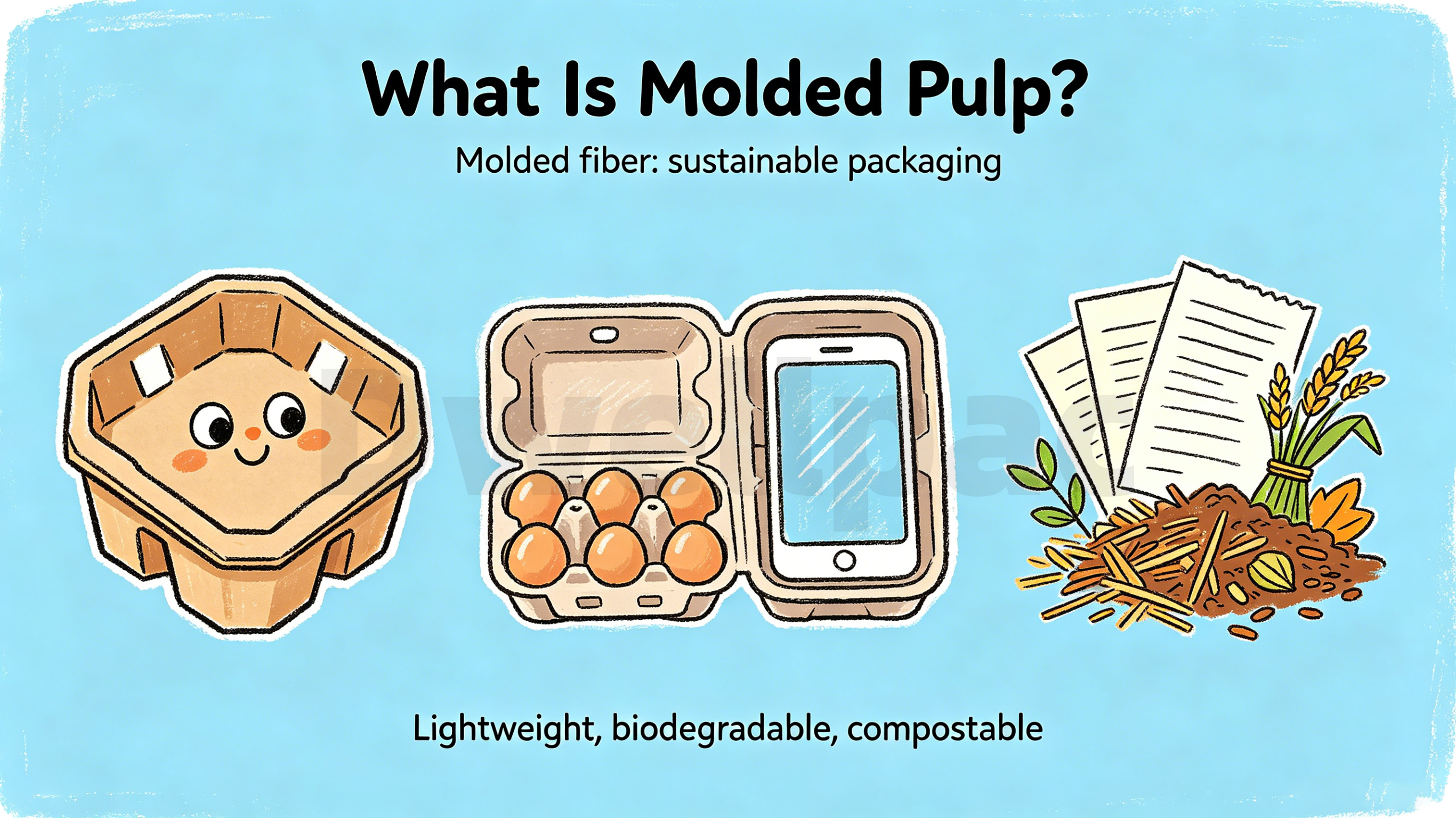
1.1 What Is Molded Pulp?
Molded pulp — also called molded fiber — is a sustainable packaging material produced by shaping a slurry of cellulose fibers (typically recycled paper, cardboard, or agricultural residue) into three-dimensional forms using specialized molds and vacuum or pressure systems [1].
The finished product is lightweight, biodegradable, and compostable. It can replace expanded polystyrene (EPS), polyethylene foam, and rigid plastic packaging in applications ranging from egg trays to premium electronics inserts.
1.2 A Brief History
The technology dates to the early 20th century, when the first molded pulp egg trays were patented. By the mid-20th century, molded pulp expanded into fruit and vegetable packaging. The real acceleration came in the 2010s, when three forces converged: tightening plastic regulations, corporate sustainability mandates, and advances in precision thermoforming.
1.3 Core Advantages
| Advantage | Mechanism | Business Impact |
|---|---|---|
| Environmental | Renewable/recycled fibers; biodegradable and industrially compostable | Meets plastic-ban compliance; improves ESG scores |
| Cost | Low raw material cost; lightweight reduces shipping | 15–30% lower unit cost vs equivalent plastic [3] |
| Protection | Cellulose fiber network provides excellent cushioning and shock absorption | Reduced breakage rates in transit |
| Versatility | Custom molds enable precise fit for any product geometry | Eliminates need for additional cushioning inserts |
1.4 Key Terminology
| Term | Definition |
|---|---|
| Pulp | Raw cellulose fiber material, typically from recycled paper, cardboard, or agricultural waste |
| Slurry | Mixture of pulp and water (typically 2–5% fiber consistency) fed into the forming system |
| Mold / Tooling | The shaped cavity or die that forms the product. Can be aluminum, steel, copper alloy, or engineering plastic |
| Forming | Process of shaping slurry against a mold using vacuum or pressure |
| Hot Pressing | Post-forming step using heat and pressure to remove moisture, improve surface finish, and increase strength |
| Consistency | Percentage of dry fiber in the slurry — critical for product density and forming cycle time |
2. How Pulp Molding Machines Work: The Production Process
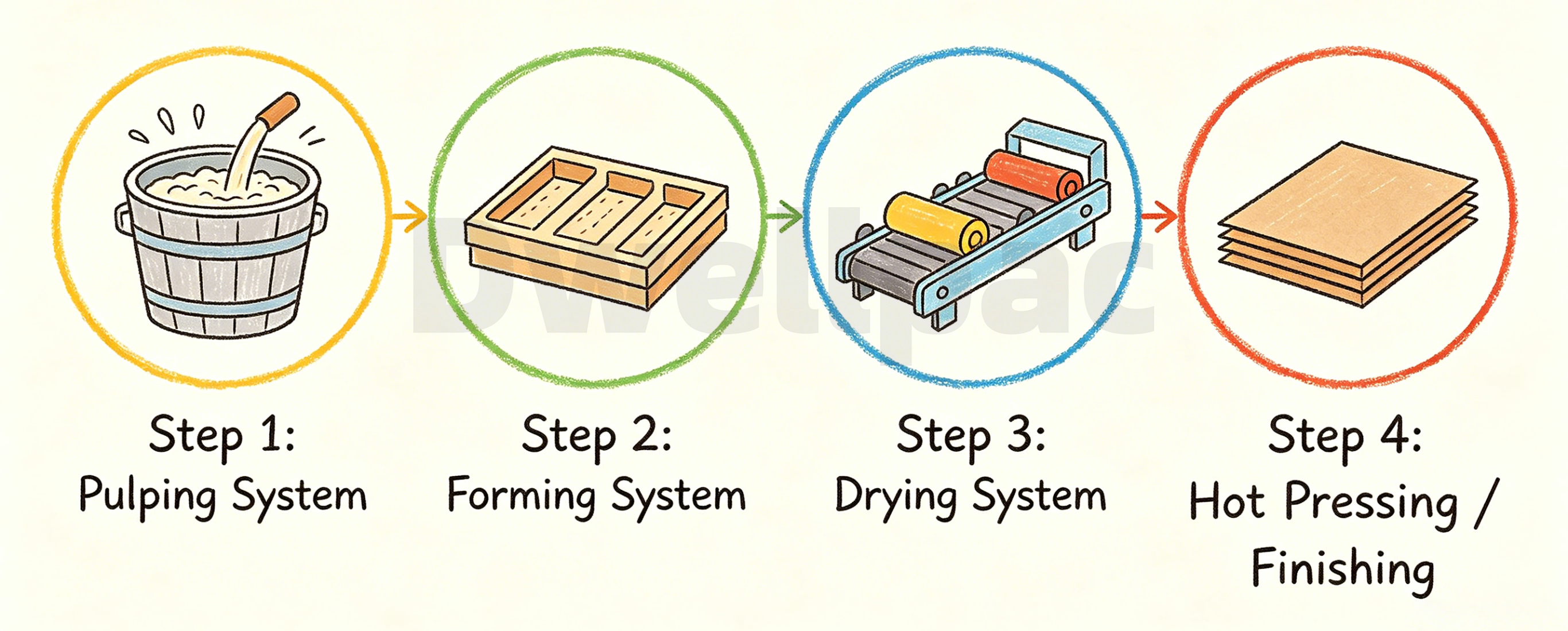
Step 1: Pulping System
Raw material — typically waste paper, OCC (old corrugated containers), or agricultural fiber — is shredded and fed into a hydropulper. The hydropulper uses mechanical agitation in water to separate fibers and remove contaminants [1].
The resulting pulp is transferred to a storage tank where it is diluted to a target consistency (typically 1–4% for forming). Agitators maintain uniform fiber suspension to prevent clumping. A desander/cleaner removes heavy contaminants (sand, metal fragments) before the slurry enters the forming system.
Key parameters: Pulp consistency 1–4% for forming; hydropulper capacity must match downstream machine throughput; contaminant removal efficiency directly affects mold clogging and product quality.
Step 2: Forming System
In the forming stage, a mold is submerged into the pulp slurry. A vacuum pump creates negative pressure behind the mold surface, drawing slurry onto the mold face. Water passes through fine holes in the mold while fibers are retained and build up into a wet product layer [3][4].
The forming stage determines: product thickness (controlled by vacuum pressure, dwell time, and slurry consistency); fiber distribution (uneven vacuum causes weak spots); and initial moisture content (target 65–75% after forming).
Step 3: Drying System
Drying removes the remaining 25–35% moisture from the formed product. This is typically the most energy-intensive stage, accounting for 40–60% of total production energy consumption [5].
| Method | Mechanism | Energy Use | Cycle Time | Best For |
|---|---|---|---|---|
| Natural air | Ambient air on racks | Zero (free) | 8–24 hr | Low-volume, sunny climates |
| Conveyor/tunnel | Heated conveyor lines | High (fuel/electric) | 20–60 min | High-volume, simple shapes |
| In-mold drying | Heat + pressure inside mold cavity | Moderate | 2–8 min | High-precision, surface-critical |
In-mold drying (thermoforming) simultaneously dries and compresses the product within the mold. Didone et al. (2020) demonstrated through numerical modeling that in-mold drying reduces total energy consumption by 30–45% compared to tunnel drying for equivalent throughput [5].
Trade-off: In-mold drying produces superior surface finish and dimensional accuracy but has lower throughput per machine and is more susceptible to mold clogging from fines accumulation.
Step 4: Hot Pressing / Finishing
After drying, molded pulp products with surface, shape, closing, stacking, or dimensional requirements normally go through hot pressing. Egg trays and some low-surface-requirement industrial packaging may finish after forming and drying, but egg cartons, fruit trays, consumer packaging, and many precision molded pulp products usually need hot pressing before packing, labeling, or storage.
Hot press parameters — temperature (140–220°C), pressure (5–20 MPa), and dwell time (10–60 sec) — are product-specific. Niini et al. (2022) demonstrated that pressing force has a logarithmic relationship with final product density: doubling pressure from 5 to 10 MPa yields a 15–20% density increase, while further increases produce diminishing returns and risk fiber damage [6].
3. Pulp Molding Equipment Anatomy: A Complete Production Line
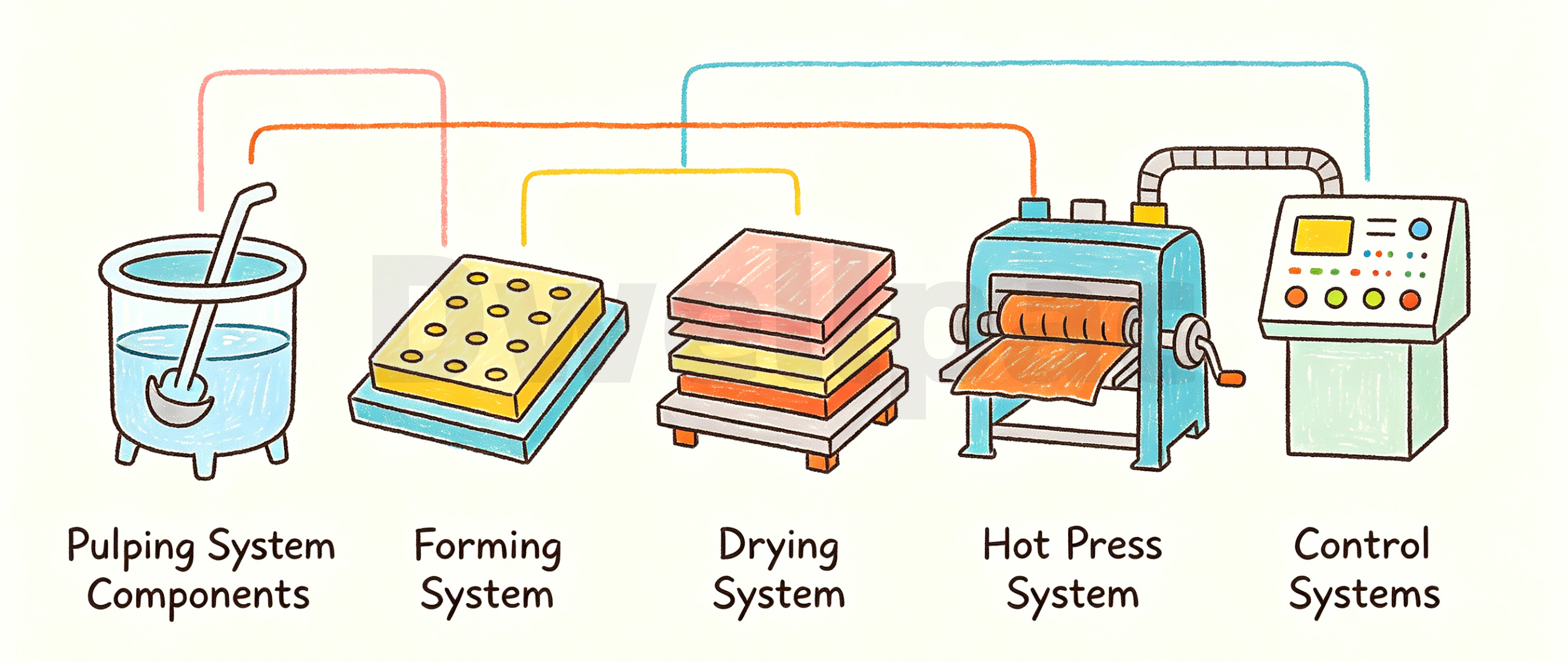
3.1 Pulping System Components
| Component | Function | Selection Criteria |
|---|---|---|
| Hydropulper | Disintegrates raw material into fiber slurry | Capacity (kg/batch), motor power, contamination tolerance |
| Desander / Cleaner | Removes heavy contaminants (sand, glass, metal) | Efficiency rating, maintenance frequency |
| Refiner | Further fibrillates fibers for improved bonding | Gap adjustment range, energy consumption |
| Pulp storage tank | Buffers slurry supply to forming system | Volume (match forming machine consumption rate) |
| Agitator | Maintains uniform fiber suspension | RPM, blade design |
| Pulp pump | Transfers slurry to forming machine | Flow rate, head, solids handling capability |
3.2 Forming System
The forming machine is the centerpiece. It houses the mold and applies the vacuum or pressure that shapes the product [1].
| Component | Function |
|---|---|
| Forming machine frame | Structural housing for mold movement and slurry handling |
| Mold plate | Mounting surface for the forming mold — must be precisely flat |
| Vacuum pump | Creates negative pressure to draw slurry onto mold surface |
| Air compressor | Provides positive pressure for product release (demolding) |
| Mold transfer mechanism | Moves wet product from forming to drying station without deformation |
3.3 Drying System
| Type | Configuration | Throughput | Energy Source |
|---|---|---|---|
| Multi-layer tunnel dryer | Stacked heated conveyor lines | High (batch) | Natural gas, steam, electric |
| Hot press (in-mold) | Individual press stations per mold set | Medium (per station) | Electric, thermal oil, steam |
The choice between dryer types is the single largest factor in a production line's energy cost structure and floor space requirement.
3.4 Hot Press System
| Parameter | Typical Range | Impact |
|---|---|---|
| Platen size | 800×600 mm to 2000×1200 mm | Must match mold dimensions |
| Clamping force | 50–500 tons | Determines achievable product density |
| Heating method | Electric, thermal oil, or steam | Affects temperature uniformity and energy cost |
| Temperature control | Multi-zone PID, ±2°C accuracy | Critical for consistent surface finish |
| Drive type | Hydraulic vs Servo vs Hybrid | Balances cost vs precision |
Servo-driven presses offer programmable pressure profiles and ~30% lower energy consumption than hydraulic-only systems, but at 25–40% higher capital cost [7].
3.5 Control Systems
Modern pulp molding lines use PLC (Programmable Logic Controller) with HMI (Human-Machine Interface) touchscreen panels. Key functions: real-time monitoring of temperature, pressure, vacuum level, and throughput; recipe storage for different product configurations; fault diagnostics and alarm logging; integration with upstream and downstream systems.
4. Pulp Molding Machine Types: Rotary vs Reciprocating vs Drum-Former
4.1 By Automation Level
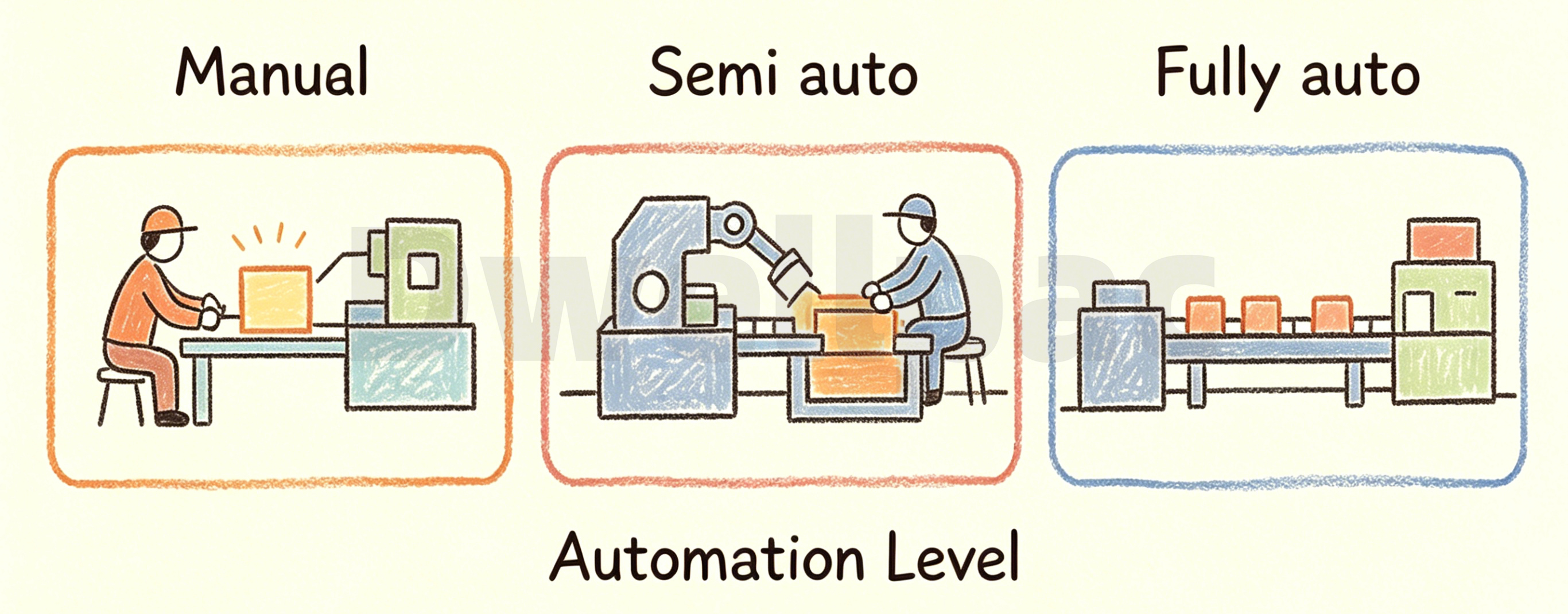
| Level | Description | Output | Labor | CapEx | Best For |
|---|---|---|---|---|---|
| Manual | Operator handles loading, transfer, demolding | Low | High | Low | Prototyping, very low volume |
| Semi-auto | Automated forming and vacuum, manual transfer | Medium | Medium | Medium | Small-to-medium production |
| Fully auto | End-to-end automation from pulping to finished product | High | Low | High | Large-scale continuous production |
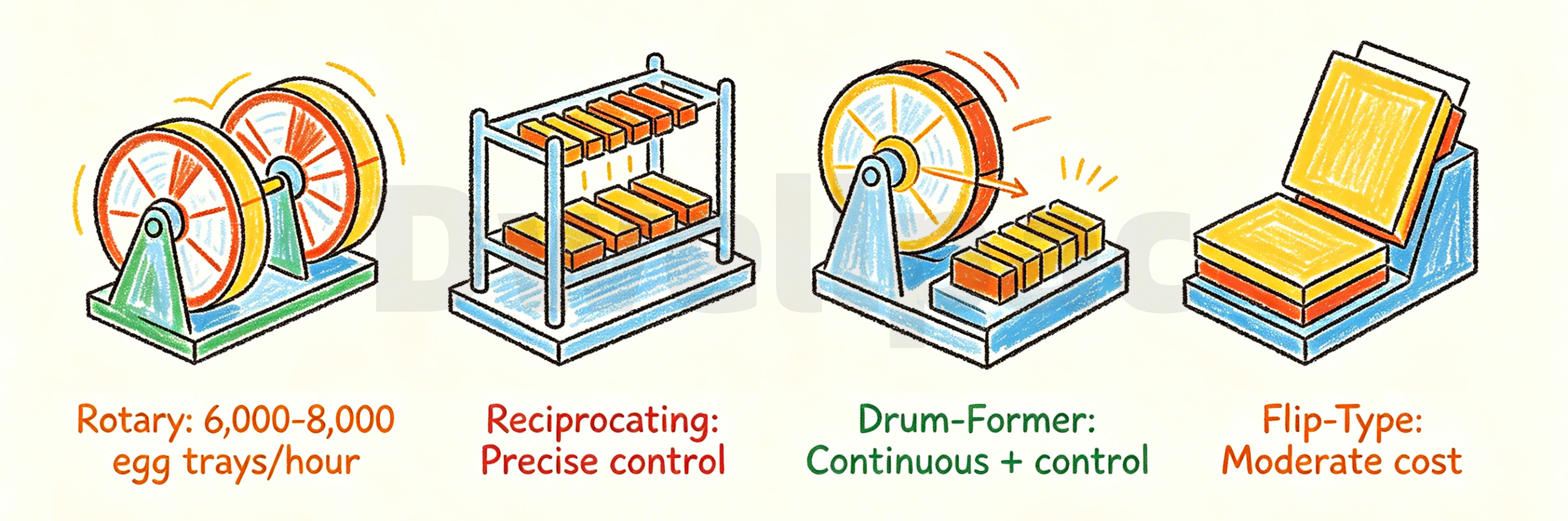
4.2 Rotary (Drum/Roller) Machines
Two counter-rotating drums — one carrying forming molds, the other carrying transfer molds — mesh to continuously form products. This is the highest-throughput architecture, capable of producing 6,000–8,000 standard egg trays per hour on a single line [1].
| Pros | Cons |
|---|---|
| Highest output; continuous operation; proven reliability | Limited to simpler geometries; high capital cost; large footprint |
Best for: Egg trays, fruit trays, cup carriers — high-volume commodity products.
4.3 Reciprocating Machines
A reciprocating mold carriage moves vertically or horizontally to form one or multiple products per cycle. The reciprocating design allows precise control over forming parameters and is compatible with complex mold geometries.
| Pros | Cons |
|---|---|
| High precision; suitable for complex shapes; easier mold changeover | Lower throughput than rotary; higher per-unit cost |
Best for: Electronics packaging, medical trays, premium consumer packaging.
4.4 Drum-Former (Rotary Former) Machines
A rotating drum with multiple mold stations submerges into the slurry tank. As the drum rotates, each station completes a full forming cycle. This design combines continuous operation with better forming control than roller machines.
4.5 Flip-Type (Turnover) Machines
The mold flips or tilts between slurry immersion and product release positions. This architecture provides good forming control at moderate cost and is common in mid-range production lines for varied product portfolios. → View pulp molding machine specifications.
5. Pulp Molding Molds & Tooling: The Silent Profit Driver
5.1 Why Molds Determine Unit Economics
Mold design and material selection affect three cost drivers simultaneously: mold replacement frequency (a mold that wears out in 2 years costs 2.5× more per year than one lasting 5 years), product defect rate (worn mold surfaces cause dimensional drift), and cycle time (thermal conductivity of the mold material directly affects heating/cooling speed).
Saxena et al. (2020) demonstrated that mold-related issues account for approximately 18–25% of unplanned downtime in typical pulp molding facilities [8].
→ For an in-depth analysis of mold materials, see our article: Pulp Mold Materials: A Technical Guide to Selection, Performance, and Lifecycle Cost.
5.2 Mold Materials Compared
| Property | 6061-T6 Al | 7075-T6 Al | 304 Stainless | C95400 Al-Bronze | Eng. Plastic |
|---|---|---|---|---|---|
| Hardness (Brinell) | 95 | 150 | 201 | 170 | 75–110 |
| Thermal Conductivity (W/m·K) | 167 | 130 | 16 | 59 | 0.2–0.5 |
| Corrosion Resistance | Good | Moderate | Excellent | Very Good | Excellent |
| Relative Mold Cost | ★★ | ★★★ | ★★★★ | ★★★★ | ★ |
| Typical Lifespan | 2–4 yr | 4–6 yr | 8–12 yr | 6–10 yr | 1–3 yr |
Sources: Saxena et al. (2020) [8], Sung et al. (2018) [9]
6061 vs 7075: A Real Production Case Study
Case Study
A Southeast Asian egg tray production facility transitioned its hot-press molds from 6061-T6 to 7075-T6 aluminum in 2024, providing a 24-month operating comparison:
| Performance Indicator | 6061-T6 | 7075-T6 | Change |
|---|---|---|---|
| Hardness (Brinell) | 95 | 150 | +58% |
| Thermal Conductivity (W/m·K) | 167 | 130 | −22% |
| Mold Unit Cost (USD) | ~$1,200 | ~$1,450 | +21% |
| Effective Service Life | ~3 yr | ~5 yr | +67% |
| Annualized Mold Cost | ~$400/yr | ~$290/yr | −28% |
| Defect Rate at Year 2 | ~1.8% | ~0.6% | −67% |
5.3 Material Selection by Application
| Application | Recommended Material | Primary Reason |
|---|---|---|
| Egg trays (high volume) | 7075 Al + hard anodizing | Maximize service life; cost amortized over millions of cycles |
| Electronics packaging | 304 SS or Al-Bronze | Surface finish stability over long runs |
| Food containers (wet-press) | 304 SS | Corrosion resistance; food safety compliance |
| Prototypes / short runs | Engineering plastic + Al base | Low cost; fast CNC turnaround |
| Thick-wall industrial parts | 6061 Al | Thermal conductivity advantage for thick sections |
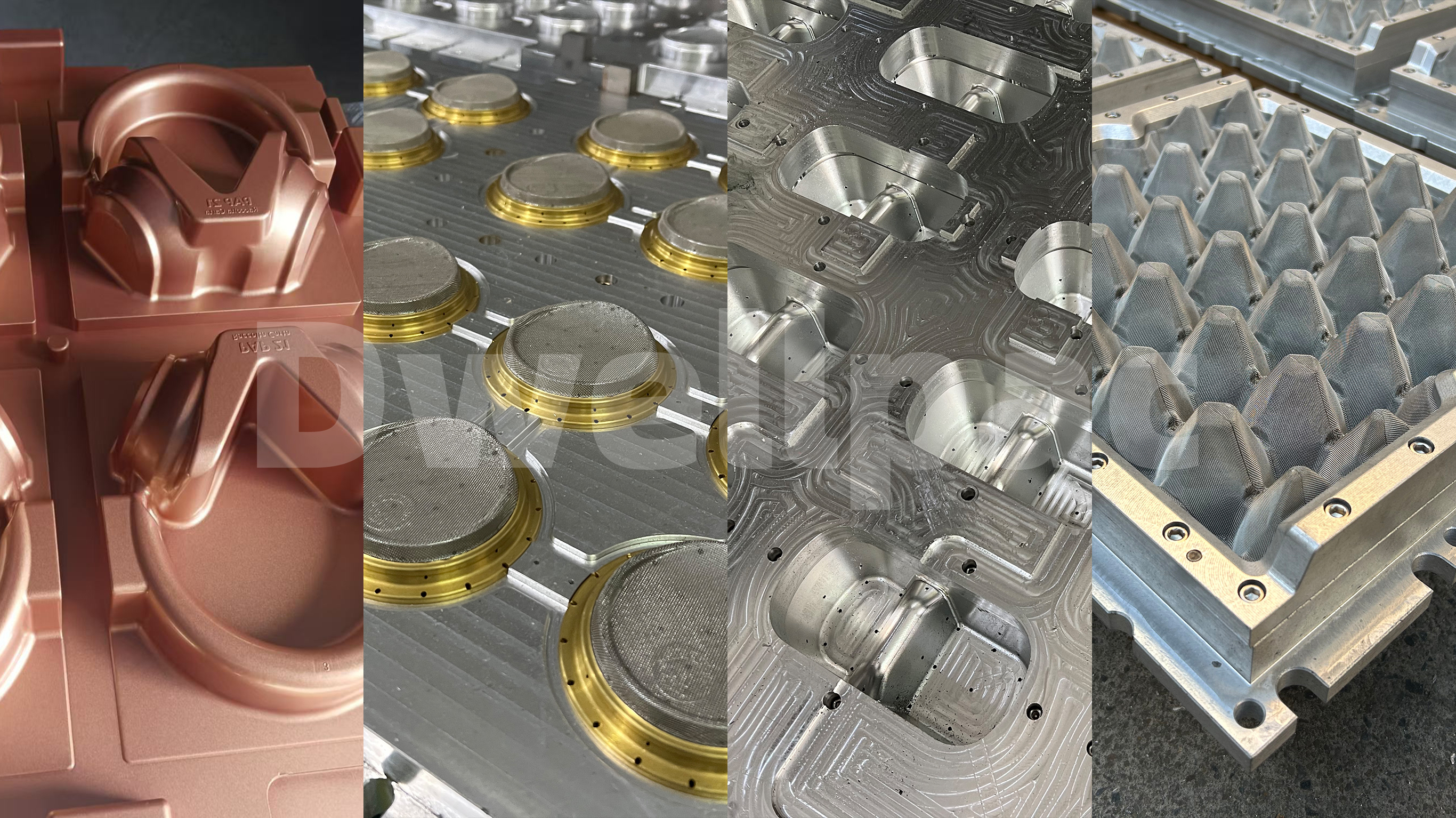
5.4 The Mold Design Process
The journey from concept to production-ready mold involves four phases: Requirements Definition (geometry, wall thickness, surface requirements, volume, budget); 3D Modeling & Simulation (fiber shrinkage allowance 1.5–3%, draft angles min 1.5–3°, venting hole pattern optimization); CNC Machining (tolerances ±0.05 mm, EDM for complex undercuts); Finishing & Trialing (surface grinding to Ra < 0.8 μm, hard anodizing or PTFE coating, production trial runs).
Shin & Sung (2024) showed that PTFE-based mold coatings can reduce demolding force by 40–60% and extend cleaning intervals by a factor of 3–4× in wet-press applications [10].
6. Molded Pulp Applications: From Egg Trays to Electronics
6.1 Industrial Packaging
Electronics, appliances, and automotive parts are the highest-growth segment for precision molded pulp. Major electronics manufacturers have publicly transitioned from EPS and plastic clamshell packaging to molded fiber for smartphones, laptops, and accessories. The cushioning properties of molded pulp — energy absorption through fiber deformation — are comparable to EPS foam at equivalent density, with the added benefit of being compostable [2]. → Explore industrial packaging mold capabilities.
6.2 Food & Beverage
This is the largest volume segment, dominated by egg trays (30-cell standard, retail packs), fruit trays (custom pockets), cup carriers (2/4-cup drink carriers), and food containers (takeaway boxes, meal trays). → Egg carton mold specifications.
Liu et al. (2023) reviewed advances in food-grade molded pulp, noting that barrier coatings (PLA, chitosan, nanocellulose) are enabling molded pulp to compete with plastic in applications requiring moisture and grease resistance [11].
6.3 Medical & Healthcare
Single-use medical trays, kidney dishes, and specimen containers represent a growing niche. Requirements include sterilization compatibility (ETO, gamma, or autoclave), particle-free surface (cleanroom molding), and traceability.
6.4 Horticulture
Seedling pots and propagation trays made from molded pulp offer a unique advantage: the entire pot can be planted directly into soil, where it decomposes and allows root penetration. This eliminates transplant shock and plastic waste simultaneously.
7. Pulp Molding Machine Buyer's Guide: How to Choose and Calculate ROI
7.1 Self-Assessment Checklist

Before contacting suppliers, answer these seven questions:
- Target annual output? — Determines machine type and automation level
- Available floor space? — Rotary machines need significantly larger footprints than reciprocating
- Budget (CapEx + 3-year OpEx)? — Include energy, labor, mold replacement, and maintenance
- Raw material source? — Local waste paper availability and cost; alternative fibers if applicable
- Product portfolio? — One standard product vs. frequent mold changeovers
- Quality requirements? — Surface finish, dimensional tolerance, food-grade compliance
- Utility infrastructure? — Available electrical capacity, water supply, and fuel (gas/steam)
7.2 ROI Calculation Framework
The basic ROI formula for a pulp molding line:
ROI (%) = Annual Net Benefit / Total Initial Investment × 100
Payback Period (years) = Total Initial Investment / Annual Net Benefit
Realistic cost allocation (based on industry averages from Lv et al., 2023 [12]):
| Cost Category | % of Total OpEx |
|---|---|
| Raw material (waste paper/fiber) | 25–35% |
| Energy (drying dominant) | 30–40% |
| Labor | 15–25% |
| Mold amortization & maintenance | 10–15% |
| Other (water, waste handling, overhead) | 5–10% |
7.3 Supplier Evaluation Framework
| Criterion | What to Look For |
|---|---|
| Technical capability | In-house R&D team, continuous product development, patents |
| Case history | Documented installations in your industry, reference clients |
| After-sales support | Installation, operator training, 24/7 technical support, spare parts availability |
| Mold design capability | In-house mold design and CNC manufacturing, turnaround time |
| Warranty & parts | Equipment warranty terms, spare parts inventory, delivery lead times |
| Process knowledge | Can the supplier advise on fiber selection, process parameters, and design for manufacturability? |
8. Pulp Molding Machine Installation, Operation & Maintenance
8.1 Installation Requirements
Before delivery, the customer must prepare: foundation (floor must support equipment weight — verify with supplier), utilities (adequate electrical capacity, water supply, compressed air, and drainage), and space (clearance for operation, maintenance, and material handling). Professional installation typically includes assembly, system integration testing, and commissioning runs to verify all performance specifications.
8.2 Maintenance Schedule
| Frequency | Tasks |
|---|---|
| Daily | Check lubrication levels, inspect electrical connections, clean pulp residue from forming area |
| Weekly | Deep-clean forming and drying sections, check vacuum/pressure system for leaks, verify control system calibration |
| Monthly | Replace worn filters, calibrate sensors, full mold inspection for wear patterns |
| Quarterly | Hydraulic system inspection (oil quality, seals), motor bearing lubrication, PLC backup |
8.3 Common Issues and Troubleshooting
| Symptom | Likely Cause | Action |
|---|---|---|
| Uneven product thickness | Inconsistent slurry flow or vacuum distribution | Check agitator, clean mold vent holes, verify vacuum pump performance |
| Poor surface finish | Mold surface wear or contamination | Inspect mold surface; polish or replace if worn; check slurry cleanliness |
| Mold clogging | Accumulation of fines or contaminants | Clean mold thoroughly; check desander efficiency; consider coating treatment [10] |
| High energy consumption | Inefficient drying parameters | Audit temperature, airflow, and dwell time; consider in-mold drying upgrade |
| Product warping after drying | Uneven moisture removal or insufficient pressing | Verify uniform mold temperature; increase press dwell time or pressure |
9. The Future of Molded Fiber: Materials, Technology, and Smart Packaging
9.1 New Materials
The industry is moving beyond recycled paper toward purpose-grown and agricultural-waste fibers:
| Fiber Source | Growth Rate | Key Property | Current Status |
|---|---|---|---|
| Bamboo pulp | Fastest | 30–50% higher tensile strength vs recycled paper | Commercial (China, SE Asia) |
| Bagasse (sugarcane) | Moderate | Abundant in tropical regions, good formability | Commercial scale |
| Wheat/rice straw | Slow | Low cost, widely available | Emerging commercial |
| Hemp fiber | Niche | Exceptional tensile strength | Pilot stage |
Non-wood fibers accounted for approximately 12% of global pulp production in 2024, with molded pulp being the fastest-growing application segment [13].
9.2 New Technologies
Dry molding process: Unlike conventional wet-pulp molding, dry processes use air-laid fiber mats that are pressed and heated. Advantages include zero water consumption, faster cycle times, and compatibility with hydrophobic additives. The technology is still emerging but has attracted significant R&D investment [14].
Advanced coatings: Nanocellulose, chitosan, and bio-based polymer coatings are enabling molded pulp to compete with plastic in barrier-critical applications. The 2024 review by Shin & Sung demonstrated that nanocellulose-coated molded pulp achieved water vapor transmission rates within 15% of PET packaging [10].
AI-driven process optimization: Machine learning models trained on production data can predict optimal forming parameters (vacuum pressure, dwell time, slurry consistency) for new product geometries, reducing trial-and-error setup from days to hours.
9.3 Smart Packaging
IoT integration is the next frontier. Embedded NFC/RFID tags on molded pulp packaging enable real-time tracking of temperature and humidity in transit (cold chain monitoring), shock and tilt detection for fragile goods, and consumer engagement via QR codes linking to product provenance and recycling instructions.
Frequently Asked Questions
What is the minimum investment for a pulp molding production line?
A small semi-automatic line producing simple products (egg trays) starts at approximately $30,000–$50,000. Fully automatic lines for precision packaging range from $150,000 to $500,000+ depending on capacity, automation level, and drying technology.
What is the difference between rotary and reciprocating pulp molding machines?
Rotary machines use two counter-rotating drums for continuous production and are ideal for high-volume commodity products (6,000–8,000 trays/hr). Reciprocating machines use a back-and-forth mold carriage for greater precision, making them better suited for complex geometries like electronics packaging and medical trays. Rotary = high output, lower precision. Reciprocating = high precision, lower output.
How long does it take to install and commission a pulp molding production line?
Installation typically takes 2–4 weeks, followed by 1–2 weeks of commissioning and operator training. Mold design and fabrication (3–6 weeks) should begin in parallel with equipment procurement to avoid delays.
What is the typical mold lifespan in pulp molding?
6061 aluminum: 2–4 years; 7075 aluminum: 4–6 years; stainless steel: 8–12 years. Actual lifespan depends on production volume, fiber abrasiveness, and maintenance practices [8][9].
Can one pulp molding machine produce multiple product types?
Yes — by changing molds. Reciprocating machines are designed for frequent mold changeovers and are the best choice for manufacturers with varied product portfolios. Rotary machines are better suited for dedicated high-volume products.
What is the energy cost per unit for a typical egg tray?
Approximately $0.003–$0.008 per tray, depending on drying technology and local energy prices. In-mold drying is on the lower end; tunnel drying on the higher end [5][12].
How does the carbon footprint of molded pulp compare to plastic packaging?
A 2023 life cycle assessment by Lv et al. found that molded pulp egg trays have a carbon footprint approximately 65–75% lower than equivalent EPS trays and 40–50% lower than rPET trays, primarily due to renewable raw material sourcing and biodegradability [12].
References
- [1] Didone, M., Saxena, P., Brilhuis-Meijer, E., et al. (2017). Moulded pulp manufacturing: Overview and prospects for the process technology. Packaging Technology and Science, 30(6), 231–249.
- [2] Zhang, Y., Duan, C., Bokka, S.K., He, Z., & Ni, Y. (2022). Molded fiber and pulp products as green and sustainable alternatives to plastics: A mini review. Journal of Bioresources and Bioproducts, 7(1), 14–25.
- [3] Didone, M., & Tosello, G. (2019). Moulded pulp products manufacturing with thermoforming. Packaging Technology and Science, 32(1), 7–22.
- [4] Saxena, P., Bissacco, G., Meinert, K.Æ., et al. (2020). Soft tooling process chain for the manufacturing of micro-functional features on molds used for molding of paper bottles. Journal of Manufacturing Processes, 54, 158–168.
- [5] Didone, M., Mohanty, S., Hattel, J.H., Sonne, M.R., et al. (2020). On the drying process of molded pulp products: Experiments and numerical modelling. Drying Technology, 38(13), 1756–1770.
- [6] Niini, A., Tanninen, P., Leminen, V., Jönkkäri, I., et al. (2022). Press-forming molded pulp from repulped liquid packaging board: Role of heat input, pressing force, and defect formation. BioResources, 17(4), 6148–6157.
- [7] Dassonville, L., Austin, S., Bai, X., et al. (2025). Design of a Lab-Scale Molded Pulp Machine. ASME International Mechanical Engineering Congress and Exposition.
- [8] Saxena, P., Bissacco, G., Meinert, K.Æ., & Bedka, F.J. (2020). Mold design and fabrication for production of thermoformed paper-based packaging products. Journal of Manufacturing Processes, 56, 1310–1321.
- [9] Sung, Y.J., Kim, D.S., Kim, B.M., Kim, J.Y., & Lee, J.Y. (2018). Study of property change of pulp mold depending on the conditions of wet pulp mold manufacturing process. Journal of Korea TAPPI, 50(5), 86–95.
- [10] Shin, Y., & Sung, Y.J. (2024). Study on Quality Improvement in Pulp Fiber Molding Through Coating Treatment. Journal of Korea TAPPI, 56(6), 94–103.
- [11] Liu, Y., Ma, S., Wang, F., & Wang, L. (2023). Advances in research of molded pulp for food packaging. Journal of Renewable Materials, 11(7), 2859–2876.
- [12] Lv, Z., Jiang, S., Wei, L., Sun, H., Liu, Y., Cui, J., et al. (2023). Carbon emissions analysis of the pulp molding industry: a comparison of dry-press and wet-press production processes. Nordic Pulp & Paper Research Journal, 38(4), 621–634.
- [13] Bajpai, P. (2021). Nonwood Plant Fibers for Pulp and Paper. Elsevier.
- [14] Saxena, P., et al. (2023). Manufacturing of Form-molded Pulp Products (FMPPs) in the Papermaking Industry — A Review. Packaging Technology and Science.
- [15] Kim, D.S., Kim, S.H., & Sung, Y.J. (2020). Changes in properties of pulp mold depending on the forming conditions of wet pulp mold manufacturing. Journal of Korea TAPPI, 52(4), 81–89.
- [16] Rastogi, V.K., Sturzenegger, P.N., Gonzenbach, U.T., et al. (2022). High precision pulp-based sacrificial molds. Ceramics International, 48(8), 11234–11245.
- [17] Environmental impact analysis of molded pulp cups based on different LCA tools. (2025). Sustainable Production and Consumption.
- [18] Promoting sustainable packaging applications in the circular economy by exploring and advancing molded pulp materials for food products: a review. (2024). Critical Reviews in Food Science and Nutrition.


