

Every pulp-molded plate, bowl, and cup lid leaves the forming line carrying a quality risk. Unlike plastic injection molding — where a cavity either fills or it doesn't — plant-fiber molding introduces variability at every stage: slurry consistency, mold temperature, demolding timing. The result is a product stream where defects are sporadic, visually subtle, and easy to miss.
The most common defects found on finished pulp tableware include:

These defects share one characteristic: they are unpredictable in location, size, and frequency. A batch of 10,000 plates might have defects on 50 units randomly distributed — which makes manual inspection a game of diminishing returns.
| Metric | Value |
|---|---|
| Inspection speed per worker | 30–40 pcs/min (sustained) |
| Workers per shift (mid-size line) | 6–8 people |
| Defect detection rate (fatigued) | 60–70% |
| Consistent across shifts | No — drops sharply after 4 hours |
| Labor cost (annual, single shift) | $40,000–60,000 (China manufacturing context) |
The bottleneck is not just speed. It's repeatability. A worker who catches 95% of black spots at 9 AM may catch 50% by 3 PM — a well-documented phenomenon in manufacturing quality control known as vigilance decrement, where human visual inspection accuracy degrades measurably over sustained periods [2][3]. This inconsistency flows directly into customer returns.
Key insight: Manual inspection on a 6-worker line misses 30–40% of surface defects by end-of-shift. AI vision systems maintain ≥99% detection consistency across 24-hour operation.
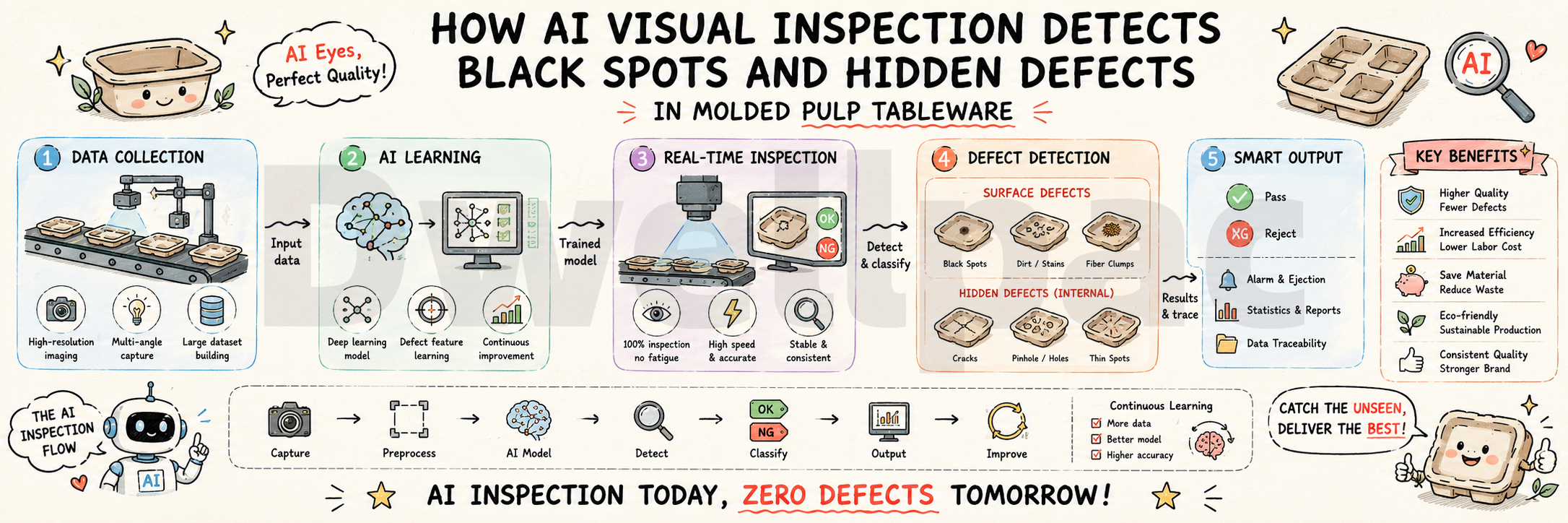
Modern pulp tableware inspection systems combine three technology layers:
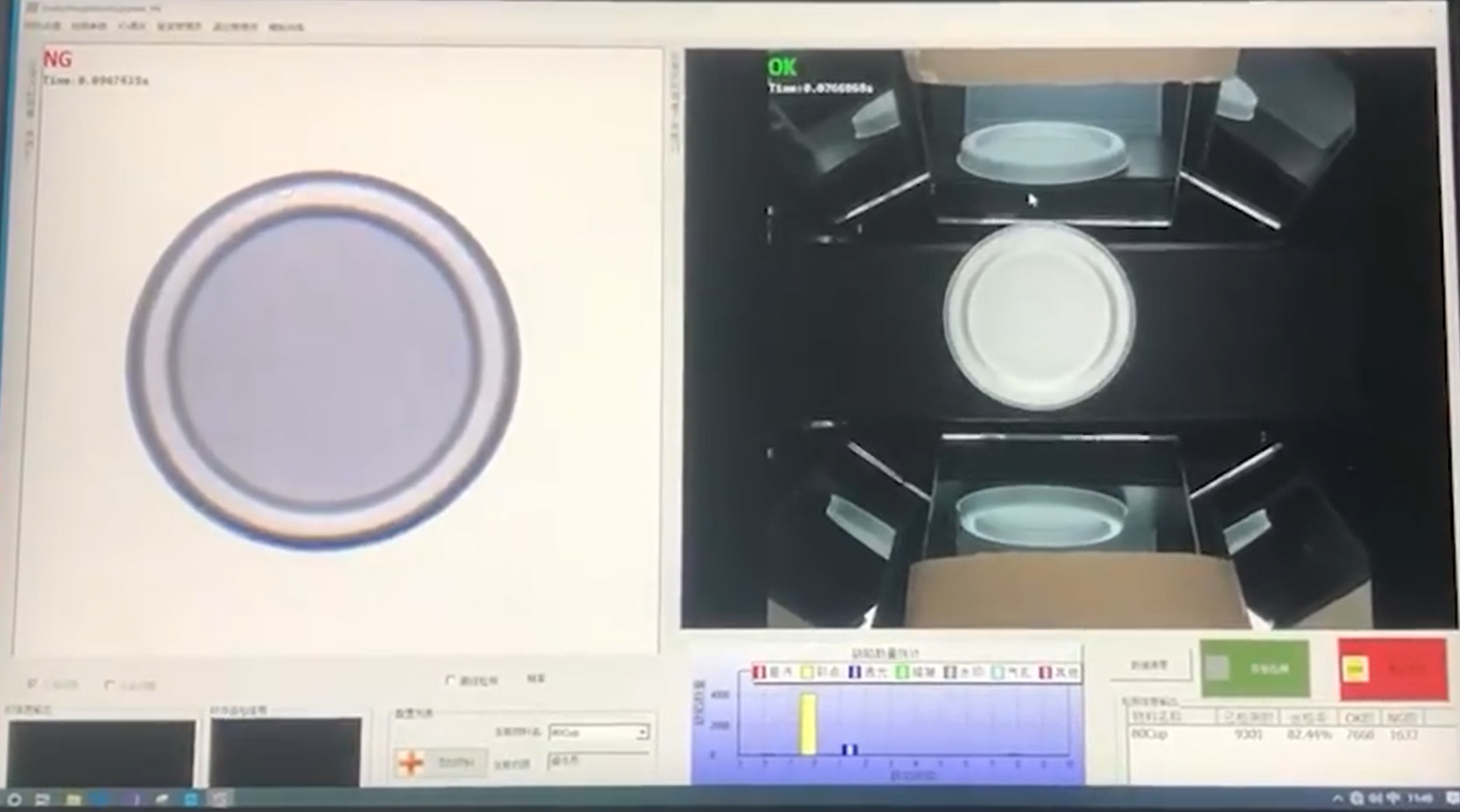
Layer 1: High-speed multi-angle imaging. Cameras capture both the inner and outer surfaces of each product as it passes through the inspection zone. Multiple lighting angles (top-light, back-light, side-light) reveal different defect types — back-light catches pinholes that top-light misses.
Layer 2: Deep learning defect classification. This is where the jump from "automated" to "intelligent" happens. Traditional machine vision uses rule-based thresholding: "if pixel value < X, flag as defect." This works for high-contrast black spots on white plates, but fails on low-contrast yellow stains on natural (unbleached) fiber, defects near curved edges where lighting is uneven, and translucent spots that look like shadows in some orientations.
Deep learning models, trained on millions of real production images, learn to distinguish actual defects from normal fiber texture, shadows, and acceptable color variation — an approach validated in manufacturing surface-defect detection research where segmentation-based deep learning significantly outperforms traditional threshold methods on subtle, low-contrast defects [1].
This is not academic theory — it's deployed and validated. Systems with million-image training datasets achieve defect detection precision of 0.3 mm² for area defects (contrast >20) and 0.1 mm × 5 mm for linear defects (metal wire, hair).
Layer 3: Real-time rejection and sorting. Once a defect is classified, the system triggers pneumatic or mechanical ejection within milliseconds. Accepted products are counted, stacked, and queued for packaging — all without human touch.
Specifications from deployed AE-series pulp tableware inspection machines:
| Parameter | Plate (APPI-H-300) | Bowl/Box (APBI-A) | On-Line (APTI-A-OL) | Cup/Lid (APCI-A-OL) |
|---|---|---|---|---|
| Max speed | 150 pcs/min | 120 pcs/min | 90 pcs/min | 240 pcs/min |
| Product types | Round, square, oval plates | Bowls, boxes, clamshell | Bowls, plates, boxes, clamshell | Lids, cups, ounce cups |
| Max size | 300×300×25 mm | 200/300×200/300×60 mm | 200/300×200/300×60 mm | 100×100×60 mm |
| Feeding | Manual pile + auto-separate | Manual pile + auto-separate | Online (dock edge trimmer) | Online (dock edge trimmer) |
| OK output | Counted palletizing + cache | Counted palletizing + cache | Counted palletizing + cache | Counted palletizing + cache |
| NG output | Orderly stacking + manual | Orderly stacking + manual | Orderly ejection | Orderly ejection |
| Weight | 1,300 kg | 1,200 kg | 1,000 kg | 900 kg |
| Defects detected | Black spots, stains, metal wire, hair, insects, pinholes, tears, watermarks, color variation | |||
All models support natural and white product colors, changeover via hand-wheel adjustment in minutes, and 0.3 mm² minimum defect detection at contrast >20. These specifications reflect the broader industry trend of machine-vision-based online inspection replacing manual sampling in high-throughput packaging lines [4].
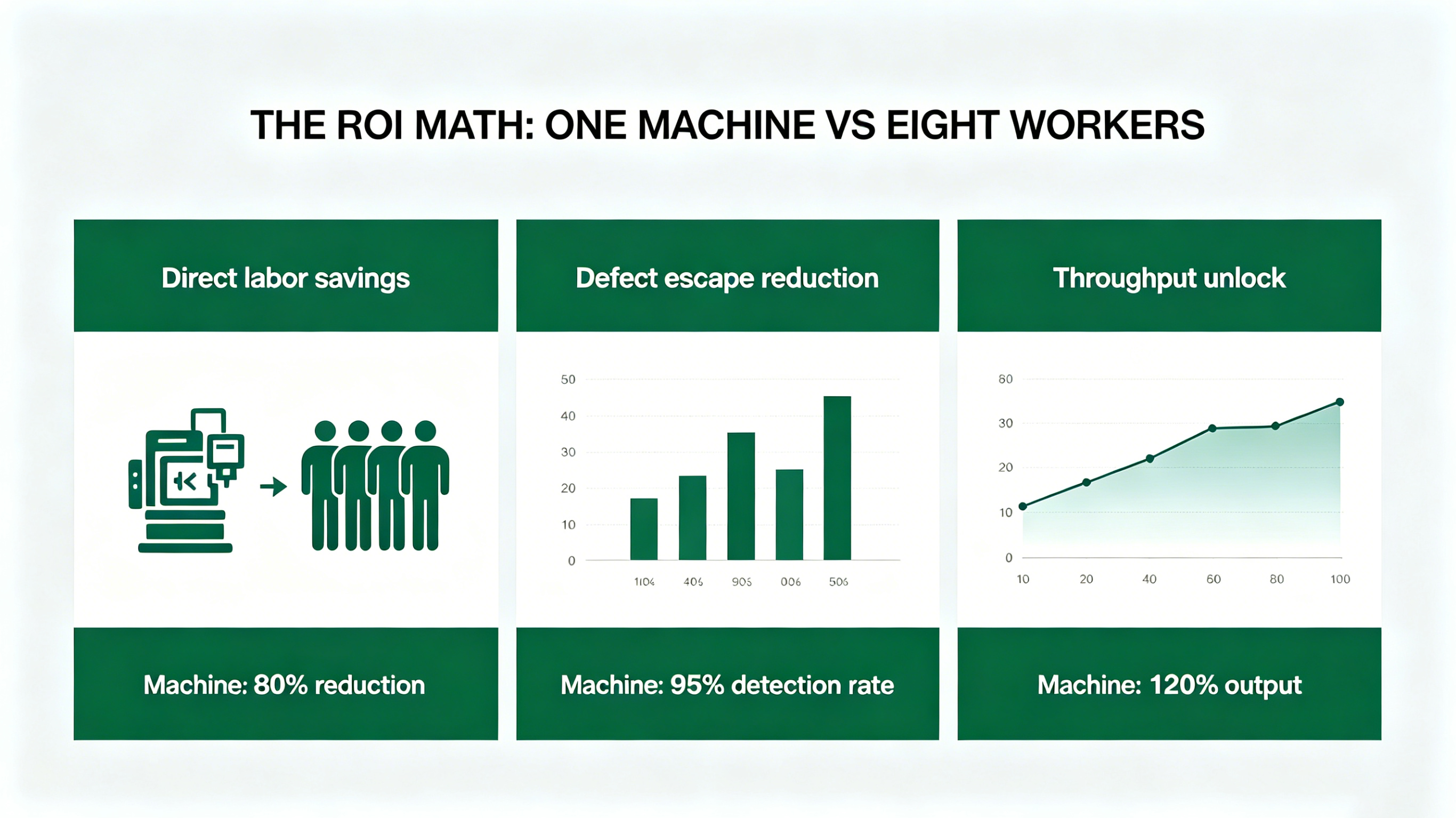
The headline claim — "one machine replaces eight workers" — holds up under scrutiny, but the real return comes from three compounding factors:
Factor 1: Direct labor savings. At 6–8 inspectors per shift across 2–3 shifts, the annual labor cost is $80,000–180,000 depending on region. One inspection machine has near-zero incremental cost after deployment.
Factor 2: Defect escape reduction. If manual inspection misses 30–40% of defects and your customer return rate is 2–3%, automated inspection typically reduces returns below 0.5%. The savings here — in rework, shipping, and customer retention — often exceed the labor savings.
Factor 3: Throughput unlock. A line limited by inspection speed (6 workers at 180–240 pcs/min combined) can run at machine speed (120–240 pcs/min sustained, 24/7). This unblocks production capacity without adding forming equipment.
Conservative estimate: A mid-size pulp tableware factory running two shifts recovers the machine cost within 12–18 months from labor savings alone. Including defect-escape and throughput gains, payback is often 8–12 months.
Five questions to answer before evaluating equipment:
For manufacturers needing a configurable, proven system, Dwellpac offers the DW-QC900 — an AI-driven pulp tableware inspection machine built on the AE platform with deep-learning defect classification, multi-angle imaging, and millisecond-level rejection. It handles plates, bowls, boxes, and clamshell containers at up to 240 pcs/min on cup/lid configurations, with automatic OK stacking and NG ejection.
The ROI numbers above are compelling on paper — but what do they look like at scale? One of the most instructive deployments comes from a Southeast Asian pulp tableware manufacturer running 50 metric tons of daily output across multiple forming lines.
Before automated inspection, the factory's quality control operation looked like this:
| Metric | Value |
|---|---|
| Daily output | 50 tons (≈ 400,000–600,000 pieces/day depending on product) |
| QC inspectors | 100+ across three shifts |
| Inspection method | Manual visual — each piece handled, rotated, checked |
| Defect categories tracked | 3 (pass / minor defect / reject) |
| Feedback loop to production | Ad-hoc — inspectors told supervisors, supervisors told operators, data was anecdotal |
The fundamental problems were not just labor cost. Two deeper issues were costing the factory far more:
Problem 1: No data feedback loop. When 100 inspectors find defects across three shifts, the information never consolidates. A spike in black spots on the night shift doesn't reach the pulping team until someone connects the dots days later — if at all. Production and mold issues go undetected for weeks because there's no systematic defect tracking.
Problem 2: QC as a cost center, not a diagnostic tool. Manual inspection answers one question: "pass or fail?" It cannot answer: "where did this defect originate?" A black spot could come from contaminated pulp, worn mold surfaces, or carbonized residue in the hot press. Without defect-pattern data, the production team is flying blind.
After deploying AI-driven inspection machines across the line:
| Metric | After | Change |
|---|---|---|
| QC inspectors | Reduced by 100+ | Labor redeployed to higher-value roles |
| Defect categories tracked | 3 → 9 (black spots, metal wire, hair, insects, stains, watermarks, pinholes, edge damage, color variation) | 3× granularity |
| Defect data resolution | Per-shift anecdotal → per-piece, per-defect-type, per-production-batch | From anecdotal to data-driven |
| Detection consistency | 60–70% (fatigued) → ≥99% (24/7) | Eliminated shift-to-shift variance |
| Feedback to production | Days → minutes | Real-time defect dashboards |
The outcome that mattered most: yield improvement driven by data. The inspection system didn't just find defects — it told the factory where they came from.
The breakout insight: AI inspection is not just a quality gate. It's a real-time diagnostic instrument for your entire production line — pulping, forming, hot pressing, trimming, and mold condition. The data the system generates about your process is often worth more than the labor it saves.
Want to know what your defect data is telling you? Contact Dwellpac to run a defect-pattern analysis on your current production samples.
AI systems detect black spots, metal wire fragments, hair, insect contamination, yellow stains, watermarks, pinholes, translucency, edge tears, notches, and abnormal color variation. Detection precision reaches 0.3 mm² for area defects and 0.1 mm × 5 mm for linear defects (at contrast >20).
The fastest models inspect up to 240 pieces per minute for cup/lid products, and 90–150 pcs/min for plates, bowls, and boxes. One machine consistently matches the throughput of 6–8 manual inspectors — but without the accuracy drop that human inspectors experience after 4+ hours.
Yes, configurable models handle plates, bowls, boxes, clamshell containers, cups, and lids. Changeover is typically done by hand-wheel adjustment and parameter configuration in minutes — no tooling changes required.
Traditional machine vision uses fixed thresholds ("if pixel darker than X, reject"). Deep learning models, trained on millions of real production images, learn to recognize actual defects while ignoring normal fiber texture, shadows from product curvature, and acceptable color variation in natural-fiber products. This dramatically reduces both false positives (good products rejected) and false negatives (defects missed).
Yes. All AE-based inspection systems support both natural (brown/kraft) and white products. The AI models are trained on both color ranges and distinguish defects from normal color variation in unbleached pulp.
Most mid-size factories recover the investment within 12–18 months from direct labor savings alone (replacing 6–8 inspectors per shift). Including reduced customer returns, rework elimination, and throughput gains, the effective payback is often 8–12 months.
Yes. Online models dock directly to edge trimmers for continuous flow. Offline models accept manually stacked product and can be placed anywhere on the production floor. Both output counted, stacked OK product and sorted NG product.
Considering automated inspection for your pulp tableware line? Contact Dwellpac for a feasibility assessment, including defect samples and production-speed matching.


